TIÊU CHUẨN QUỐC GIA TCVN 13936-2:2024 (IEC 61992-2:2006 WITH AMENDMENT 1:2014) VỀ ỨNG DỤNG ĐƯỜNG SẮT – LẮP ĐẶT CỐ ĐỊNH – THIẾT BỊ ĐÓNG CẮT ĐIỆN MỘT CHIỀU – PHẦN 2: MÁY CẮT MỘT CHIỀU
TIÊU CHUẨN QUỐC GIA
TCVN 13936-2:2024
IEC 61992-2:2006
WITH AMENDMENT 1:2014
ỨNG DỤNG ĐƯỜNG SẮT – LẮP ĐẶT CỐ ĐỊNH – THIẾT BỊ ĐÓNG CẮT ĐIỆN MỘT CHIỀU – PHẦN 2: MÁY CẮT MỘT CHIỀU
Railway applications – Fixed Installations – DC switchgear – Part 2: DC circuit-breakers
Lời nói đầu
TCVN 13936-2:2024 hoàn toàn tương đương với tiêu chuẩn IEC 61992-2: 2006 with Amendment 1:2014.
TCVN 13936-2:2024 do Viện Khoa học & Công nghệ GTVT biên soạn, Bộ Giao thông vận tải đề nghị, Tổng cục Tiêu chuẩn – Đo lường – Chất lượng thẩm định, Bộ Khoa học và Công nghệ công bố.
Bộ tiêu chuẩn TCVN 13936 (IEC 61992), Ứng dụng đường sắt – Lắp đặt cố định – Thiết bị đóng cắt điện một chiều, bao gồm các tiêu chuẩn sau.
– TCVN 13936-1:2024 (IEC 61992-1:2006 with Amendment 1:2014), Ứng – dụng đường sắt – Lắp đặt cố định – Thiết bị đóng cắt điện một chiều – Phần 1: Yêu cầu chung;
– TCVN 13936-2:2024 (IEC 61992-2:2006 with Amendment 1:2014), Ứng – dụng đường sắt – Lắp đặt cố định – Thiết bị đóng cắt điện một chiều – Phần 2: Máy cắt một chiều;
– TCVN 13936-3:2024 (IEC 61992-3:2006 with Amendment 1:2015), Ứng – dụng đường sắt – Lắp đặt cố định – Thiết bị đóng cắt điện một chiều – Phần 3: Thiết bị chuyển mạch nối đất, thiết bị chuyển mạch-cách ly, thiết bị cách ly một chiều dùng trong nhà;
– TCVN 13936-4:2024 (IEC 61992-4:2006 with Amendment 1:2015), Ứng – dụng đường sắt – Lắp đặt cố định – Thiết bị đóng cắt điện một chiều – Phần 4: Thiết bị chuyển mạch nối đất, thiết bị chuyển mạch-cách ly, thiết bị cách ly một chiều dùng ngoài trời;
– TCVN 13936-6:2024 (IEC 61992-6:2006 with Amendment 1:2015 and Amendment 2:2020), Ứng dụng đường sắt – Lắp đặt cố định – Thiết bị đóng cắt điện một chiều – Phần 6: Cụm thiết bị đóng cắt một chiều;
– IEC 61992-5:2006, Railway applications – Fixed installations – DC switchgear – Part 5: Surge arresters and low-voltage limiters for specific use in d.c. systems (Ứng dụng đường sắt – Lắp đặt cố định – Thiết bị đóng cắt điện một chiều – Phần 5: Thiết bị chống sét lan truyền và thiết bị giới hạn điện áp thấp sử dụng trong hệ thống điện một chiều) – Đã hủy;
– IEC 61992-7-1:2006, Railway applications – Fixed installations – DC switchgear – Part 7-1: Measurement, control and protection devices for specific use in d.c. traction systems – Application guide (Ứng dụng đường sắt – Lắp đặt cố định – Thiết bị đóng cắt điện một chiều – Phần 7-1: Thiết vị đo, điều khiển và bảo vệ chuyên dụng trong hệ thống điện kéo một chiều – Hướng dẫn áp dụng);
– IEC 61992-7-2:2006, Railway applications – Fixed installations – DC switchgear – Part 7-2: Measurement, control and protection devices for specific use in d.c. traction systems – Isolating current transducers and other current measuring devices (Ứng dụng đường sắt – Lắp đặt cố định – Thiết bị đóng cắt điện một chiều – Phần 7-2: Thiết vị đo, điều khiển và bảo vệ chuyên dụng trong hệ thống điện kéo một chiều – Các loại thiết bị biến dòng cách ly và thiết bị đo dòng điện khác);
– IEC 61992-7-3:2006, Railway applications – Fixed installations – DC switchgear – Part 7-3: Measurement, control and protection devices for specific use in d.c. traction systems – Isolating voltage transducers and other voltage measuring devices (Ứng dụng đường sắt – Lắp đặt cố định – Thiết bị đóng cắt điện một chiều – Phần 7-3: Thiết vị đo, điều khiển và bảo vệ chuyên dụng trong hệ thống điện kéo một chiều – Các loại thiết bị biến áp cách ly và thiết bị đo điện áp khác).
ỨNG DỤNG ĐƯỜNG SẮT – LẮP ĐẶT CỐ ĐỊNH – THIẾT BỊ ĐÓNG CẮT ĐIỆN MỘT CHIỀU – PHẦN 2: MÁY CẮT MỘT CHIỀU
Railway applications – Fixed Installations – DC switchgear – Part 2: DC circuit-breakers
1 Phạm vi áp dụng
Tiêu chuẩn này quy định các yêu cầu đối với các loại máy cắt một chiều được thiết kế để sử dụng trong các hệ thống/thiết bị điện được lắp đặt cố định trong các hệ thống điện kéo.
Chú thích: Khả năng tương thích điện từ (EMC) và độ tin cậy của cụm thiết bị đóng cắt không được đề cập trong tiêu chuẩn này, nhưng có thể được đề cập trong các phần khác của bộ tiêu chuẩn này hoặc trong các tiêu chuẩn khác, như trong tiêu chuẩn TCVN 13936-1:2024.
2 Tài liệu viện dẫn
Các tài liệu viện dẫn dưới đây là cần thiết để áp dụng tiêu chuẩn này. Đối với các tài liệu ghi năm công bố thì áp dụng các bản được nêu. Đối với các tài liệu không ghi năm công bố thì áp dụng phiên bản mới nhất (kể cả các sửa đổi).
TCVN 11852:2017 (IEC 60850:2014), Ứng dụng đường sắt – Điện áp nguồn của hệ thống sức kéo điện
TCVN 13936-1:2024 (IEC 61992-1:2006 with Amendment 1:2014), Ứng dụng đường sắt – Lắp đặt cố định – Thiết bị đóng cắt điện một chiều – Phần 1: Yêu cầu chung
TCVN 13936-6:2024 (IEC 61992-6:2006 with Amendment 1:2015 and Amendment 2:2020), Ứng dụng đường sắt – Lắp đặt cố định – Thiết bị đóng cắt điện một chiều – Phần 6: Cụm thiết bị đóng cắt một chiều
EN 50124-1:2001, Railway applications – Insulation coordination – Part 1: Basic requirements – Clearances and creepage distances for electrical and electronic equipment (Ứng dụng đường sắt – Phối hợp cách điện – Phần 1: Các yêu cầu cơ bản – Khe hở không khí và chiều dài đường rò đối với thiết bị điện, điện tử)
3 Thuật ngữ và định nghĩa
Trong tiêu chuẩn này, sử dụng các thuật ngữ và định nghĩa được quy định trong tiêu chuẩn TCVN 13936- 1:2024.
4 Yêu cầu và điều kiện làm việc
Các điều kiện về môi trường áp dụng cho thiết bị được nêu ra trong tiêu chuẩn này đã được quy định trong 4.1 của tiêu chuẩn TCVN 13936-1:2024.
5 Các đặc tính của máy cắt
5.1 Liệt kê các đặc tính
Các đặc tính của máy cắt và các ký hiệu kiểu loại, các thông số kỹ thuật được chỉ định cho máy cắt (nếu có) được quy định như sau:
– Kiểu loại máy cắt (5.2);
– Các giá trị giới hạn và các giá trị danh định trong mạch điện chính và khi xảy ra ngắn mạch (5.3);
– Các mạch điện điều khiển (5.4);
– Các mạch điện phụ (5.5);
– Các cơ cấu nhả (5,6);
– Điện áp phóng hồ quang (5,7).
5.2 Kiểu loại máy cắt
Máy cắt được xác định bởi các yêu cầu sau, nếu có.
Chú thích 1: Trong trường hợp sử dụng, các yêu cầu sau cũng áp dụng cho các loại máy cắt đơn cực được khóa liên động bằng điện hoặc cơ trong nhiều hệ thống.
a) Cắt:
– Trong môi trường không khí;
– Thông qua một thiết bị bán dẫn;
– Trong môi trường chân không.
Chú thích 2: Trong tiêu chuẩn này, chỉ đề cập đến thao tác cắt trong môi trường không khí hoặc thao tác cắt thông qua thiết bị bán dẫn. Tiêu chuẩn này có thể áp dụng cho các phương thức cắt khác theo quy định, nếu có, khi được quy định rõ ràng trong thỏa thuận chung giữa khách hàng và đơn vị cung cấp.
b) Các đặc tính cắt (ký hiệu kiểu loại):
1) Máy cắt không được thiết kế để giới hạn việc tăng dòng điện trong quá trình thử nghiệm sự cố bất lợi nhất.
– Máy cắt giới hạn dòng điện tốc độ cao H;
Máy cắt loại H có thời gian cắt không lớn hơn 5 ms và tổng thời gian cắt không lớn hơn 20 ms, khi dòng điện bị cắt có giá trị dòng điện duy trì kỳ vọng ít nhất bằng 7 lần giá trị dòng điện cài đặt của máy cắt và
– Máy cắt giới hạn dòng điện tốc độ rất cao V;
Máy cắt loại V có tổng thời gian cắt không lớn hơn 2 ms, không phụ thuộc vào các thông số khác của mạch điện;
– Máy cắt nửa tốc độ cao S;
Máy cắt loại S có thời gian cắt không lớn hơn 15 ms và tổng thời gian cắt không lớn hơn 30 ms, khi dòng điện bị cắt có giá trị dòng điện duy trì kỳ vọng ít nhất bằng 3,5 lần giá trị dòng điện cài đặt của máy cắt và
2) Máy cắt được thiết kế để giới hạn việc tăng dòng điện trong quá trình thử nghiệm sự cố bất lợi nhất.
– Máy cắt giới hạn dòng điện ngưỡng C;
Máy cắt loại C giới hạn các giá trị dòng điện ngưỡng trước khi dòng điện ngắn mạch được cắt đạt tới giá trị lớn nhất; Máy cắt loại C có thể là máy cắt trong môi trường không khí hoặc máy cắt hỗn hợp;
Bảng 6 đưa ra các giá trị lớn nhất của dòng điện ngưỡng phụ thuộc vào các giá trị ưu tiên của dòng điện ngắn mạch danh định cùng với giá trị lớn nhất cho phép của tốc độ tăng dòng điện ban đầu;
Bảng 6 áp dụng cho các máy cắt loại c sử dụng điện áp danh nghĩa lên đến 1 500 V.
Bảng 6 – Các giá trị giới hạn của dòng điện ngưỡng của các máy cắt loại c trong quá trình thử nghiệm sự cố bất lợi nhất
|
Các đặc tính của dòng điện ngắn mạch |
Dòng điện ngưỡng lớn nhất |
|||
|
Dòng điện ngắn mạch danh định |
Tốc độ tăng ban đầu của dòng điện ngắn mạch |
Hằng số thời gian của mạch điện |
Loại C1 |
Loại C2 |
|
lNss |
|
|
|
|
|
kA |
kA/ms |
ms |
kA |
kA |
|
20 |
1,5 |
13,3 |
15 |
17 |
|
50 |
3 |
16,7 |
25 |
30 |
|
75 |
10 |
7,5 |
50 |
60 |
|
100 |
10 |
10,0 |
55 |
70 |
Các cuộn san dòng nên được lắp đặt trong các trạm điện kéo để có thể nhận biết được tốc độ tăng ban đầu của dòng điện ngắn mạch đến mức bằng hoặc nhỏ hơn giá trị áp dụng được quy định trong Bảng 6.
c) Sử dụng (điểm lắp đặt) trong hệ thống:
– Máy cắt liên thông I (còn được gọi là máy cắt khu đoạn hoặc máy cắt khu gian);
– Máy cắt đường dây L;
– Máy cắt chỉnh lưu R.
d) Chiều cắt dòng điện:
– Một chiều U;
– Được trang bị cơ cấu nhả một chiều nối tiếp U1;
– Được trang bị cơ cấu nhả hai chiều nối tiếp U2;
Chú thích 3: Các máy cắt loại U2 được sử dụng đối với ứng dụng khi dòng điện sự cố đảo ngược thấp (dòng điện sự cố xảy ra ở xa) và không thể thực hiện được việc bảo vệ quá tải đối với các mục đích phân biệt thông thường (ví dụ, khi các trạm điện kéo liền kề cách xa nhau).
– Hai chiều B.
e) Nhiệm vụ của mạch điện chính
Chú thích 4: Chỉ được quy định bổ sung khi khác với các quy định trong 5.3.4.2 và Bảng 2.
f) Thực hiện các thao tác đóng và thao tác cắt:
– Thao tác bằng năng lượng dự trữ;
– Thao tác bằng tay độc lập;
– Thao tác bằng năng lượng độc lập;
– Sử dụng nam châm;
– Kiểu loại ngắt tự động bằng cơ cấu nhả hoặc rơle;
– Khóa liên động để thực hiện các thao tác cắt và / hoặc thao tác đóng;
– Cơ cấu nhả tự do;
– Cơ cấu chống đóng cắt lập bập.
g) Kiểu loại rơle hoặc kiểu loại cơ cấu nhả:
– Các loại rơle hoặc các loại cơ cấu nhả có liên quan.
h) Các thiết bị có vỏ:
– Loại không có vỏ O (xem 3.3.16, tiêu chuẩn TCVN 13936-1:2024);
– Loại có vỏ tích hợp E (xem 3.3.17, tiêu chuẩn TCVN 13936-1:2024);
– Loại có vỏ bảo vệ riêng biệt P.
Khách hàng phải chỉ ra các đặc tính cần thiết trong (các) loại máy cắt mà khách hàng yêu cầu và chỉ áp dụng những thử nghiệm về các đặc tính cần thiết trên cho kiểu loại máy cắt đã chọn.
Các ký hiệu kiểu loại trên được sử dụng trong tiêu chuẩn này và có thể được sử dụng ở bất cứ đâu áp dụng cách phân nhóm như được quy định trong Bảng 1.
Bảng 1 – Ký hiệu kiểu loại rút gọn
|
Các hạng mục |
b) |
c) |
d)a |
h)a |
|
|
H |
I |
U1 |
0 |
|
Các tùy chọn |
V |
L |
U2 |
E |
|
|
S |
R |
B |
P |
|
|
C |
|
|
|
|
Các ví dụ |
H/L/B/E | |||
|
|
V/L/P | S/R/O | ||
|
|
H/R và L/U2 b | |||
| Chú thích: Khi máy cắt không phù hợp để thực hiện tất cả các nhiệm vụ quy định tại 5.3.4.2, thì việc này phải được thể hiện bằng (các) chữ cái viết thường để thể hiện khả năng thực hiện theo Bảng 2, cột đầu tiên (ví dụ, H1/I ff, fr/P). | ||||
| a Các ký hiệu tùy chọn
b Khi máy cắt phù hợp với nhiều chức năng thay thế, việc thể hiện các chức năng này phải được đặt trước chữ “và”. |
||||
Nếu các loại máy cắt bán dẫn chỉ được thiết kế để sử dụng trong các trạm điện kéo được trang bị bộ chỉnh lưu thì các loại máy cắt này phải được ghi nhãn rõ ràng công dụng của nó như vậy. Nếu các loại máy cắt bán dẫn cũng có thể được sử dụng như là các loại máy cắt song song của đường, khi các loại máy cắt chỉnh lưu của trạm điện kéo không hoạt động, thì các loại máy cắt bán dẫn cũng phải được ghi nhãn rõ ràng công dụng của nó.
5.3 Các giá trị giới hạn và các giá trị danh định trong mạch điện chính
5.3.1 Yêu cầu chung
Khách hàng phải quy định các giá trị đặc tính danh định. Các giá trị điện áp danh nghĩa phải được lựa chọn từ các giá trị trong Bảng 1 của tiêu chuẩn TCVN 13936-1:2024; các giá trị dòng điện và hằng số thời gian của đường (dựa trên cấu hình của đường đưa ra hằng số thời gian của đường lớn nhất) nên có một trong các giá trị ưu tiên được liệt kê trong 5.1.2 của tiêu chuẩn TCVN 13936-1:2024.
Các giá trị này phải được xác nhận bởi đơn vị cung cấp, là đơn vị phải đưa ra các giá trị danh định cho từng loại máy cắt được đề xuất và cung cấp mọi dữ liệu liên quan khác.
Tất cả các giá trị này phải được quy định phù hợp với 5.3.2 đến 5.3.4. Các định nghĩa được đưa ra trong tiêu chuẩn TCVN 13936-1:2024. Một số dữ liệu có thể được bỏ qua theo thỏa thuận.
5.3.2 Điện áp
Máy cắt được nhận diện bằng các loại điện áp sau:
– Các giá trị giới hạn và điện áp của hệ thống (xem 3.2.1 và 5.1.3, tiêu chuẩn TCVN 13936- 1:2024);
– Điện áp danh nghĩa Un (xem tiêu chuẩn TCVN 11852);
– Điện áp danh định UNe (xem 3.2.1.4, tiêu chuẩn TCVN 13936-1:2024);
– Điện áp cách điện danh định UNm (xem 3.2.1.3, tiêu chuẩn TCVN 13936-1:2024). Giá trị này phải bằng hoặc cao hơn giá trị điện áp Umax;
– Điện áp xung danh định chịu được UNi (xem 3.2.1.7, tiêu chuẩn TCVN 13936-1:2024);
– Cấp chịu điện áp tần số công nghiệp (khô) Ua (xem 3.2.1.8 và Bảng 1, tiêu chuẩn TCVN 13936-1:2024);
– Điện áp phóng hồ quang lớn nhất (xem 3.2.1.10, tiêu chuẩn TCVN 13936-1:2024);
– Điện áp nguồn cấp điện phụ và nguồn cấp điện điều khiển danh định (xem 3.2.1.5, tiêu chuẩn TCVN 13936-1:2024).
5.3.3 Dòng điện
Máy cắt được xác định bởi các loại dòng điện sau:
– Dòng điện thử nghiệm độ tăng nhiệt Ith, Ithe (xem 3.2.3 và 3.2.4, tiêu chuẩn TCVN 13936-1:2024);
– Dòng điện làm việc danh định lNe (xem 3.2.5, tiêu chuẩn TCVN 13936-1:2024);
– Dòng điện ngắn mạch danh định lNss (xem 3.2.10, tiêu chuẩn TCVN 13936-1:2024);
– Dòng điện danh định chịu được trong thời gian ngắn INcw (xem 3.2.7, tiêu chuẩn TCVN 13936-1:2024);
Chú thích 1: Các giá trị danh định chịu được trong thời gian ngắn chỉ áp dụng cho các máy cắt không được trang bị các thiết bị cắt nối tiếp hoặc thiết bị một chiều khi thiết bị cắt nối tiếp không hoạt động. Trong thực tế, các giá trị này sẽ áp dụng cho loại máy cắt chỉnh lưu theo chiều thuận trong đó thiết bị cắt nối tiếp chỉ tác động theo chiều ngược lại.
Chú thích 2: Các dòng điện danh định chịu được trong thời gian ngắn không nhất thiết phải có cùng giá trị với dòng điện ngắn mạch danh định lNss.
– Dòng điện làm việc quá tải: khách hàng phải thông báo cho đơn vị cung cấp về các yêu cầu của chu kỳ tải (xem 3.2.5, Chú thích 2, tiêu chuẩn TCVN 13936-1:2024).
5.3.4 Các đặc tính về ngắn mạch
5.3.4.1 Khả năng đóng và cắt dòng điện ngắn mạch danh định
Các giá trị này được định nghĩa trong 3.2.19 và 3.2.23 của tiêu chuẩn TCVN 13936-1:2024 và đi kèm với giá trị điện áp danh định UNe, dòng điện làm việc danh định lNss, dòng điện ngắn mạch danh định lNss, hằng số thời gian của đường danh định TNc và ký hiệu kiểu loại H, V, S hoặc C.
Khả năng đóng dòng điện ngắn mạch danh định là khả năng đóng dòng điện ngắn mạch danh định có giá trị đỉnh kỳ vọng lNss (xem 3.2.10, tiêu chuẩn TCVN 13936-1:2024).
Khả năng cắt dòng điện ngắn mạch danh định yêu cầu máy cắt phải có khả năng cắt mọi dòng điện ngắn mạch có giá trị nhỏ hơn hoặc bằng khả năng cắt dòng điện ngắn mạch danh định ở giá trị hằng số thời gian của mạch điện quy định.
Các máy cắt loại H, V và S có khả năng cắt ở giá trị hằng số thời gian của đường danh định TNc cũng đều có khả năng cắt ở tất cả các giá trị hằng số thời gian của mạch điện tc thấp hơn. Đối với máy cắt loại C, tốc độ tăng dòng điện ngắn mạch ban đầu không được vượt quá giới hạn quy định trong Bảng 6.
Dòng điện ngắn mạch kỳ vọng lớn nhất là tổng của tất cả các dòng điện ngắn mạch kỳ vọng từ tất cả các nguồn cấp điện được kết nối với hệ thống, bao gồm cả các bộ biến đổi điện và các tàu có trang bị hệ thống hãm tái sinh.
Khi cố định dòng điện ngắn mạch lớn nhất và hằng số thời gian của đường ở trên thì phải xem xét tới Điều 5 của tiêu chuẩn TCVN 13936-1:2024.
5.3.4.2 Nhiệm vụ và chu kỳ thử nghiệm
Các nhiệm vụ cần thiết của máy cắt đối với từng loại máy cắt trong ba loại trên được liệt kê trong Bảng 2. Các chu kỳ thử nghiệm áp dụng cho các nhiệm vụ được nêu trong Bảng 3.
Chú thích: Trường hợp máy cắt do nhà sản xuất lựa chọn hoặc do đơn vị cung cấp đề xuất được thiết kế với các đặc tính cắt dòng điện ngắn mạch vượt quá yêu cầu thực tế trong quá trình lắp đặt, thì có thể thỏa thuận giữa khách hàng và đơn vị cung cấp để thực hiện các thử nghiệm bổ sung phù hợp với 8.3.8 đối với các nhiệm vụ f) và / hoặc e) và / hoặc d) bằng cách sử dụng dòng điện thử nghiệm thực tế. Các thử nghiệm này có thể được thực hiện ở chu kỳ thử nghiệm tiêu chuẩn (Chu kỳ 1 hoặc, Chu kỳ 2 hoặc Chu kỳ 3) hoặc có thể được thực hiện ở chu kỳ làm việc theo thỏa thuận và có thể được thực hiện lại một số lần tùy theo thỏa thuận giữa khách hàng và đơn vị cung cấp.
Bảng 2 – Các nhiệm vụ của máy cắt
|
Nhiệm vụ |
Sử dụng |
Các trạng thái |
Dòng điện thử nghiệm |
Giá trị đỉnh kỳ vọng |
Hằng số thời gian |
|
f |
L |
Sự cố bất lợi nhất |
lNss |
Loại H, V và S: |
Do hậu quả của các |
|
≥ 1 ,42 x lNss |
tham số khác của mạch điện |
||||
|
Loại C: ≥ lNss |
Xem Bảng 6 |
||||
|
e |
L a |
Công suất lớn nhất |
0,5 × lNss |
Do hậu quả của các tham số khác của mạch điện |
0,5 × TNC |
|
d |
L |
Sự cố ở xa |
2 x lNss |
Do hậu quả của các tham số khác của mạch điện |
TNc |
|
I |
L |
Dòng thấp |
lc |
Không áp dụng |
≈ 0,01 s |
|
ff |
I |
Sự cố dòng điện thuận bất lợi nhất |
lNss |
Loại H, V và S: ≥ 1,42 × lNss |
Do hậu quả của các tham số khác của mạch điện |
|
Loại C: ≥ lNss |
Xem Bảng 6 |
||||
|
fr |
I |
Sự cố dòng điện ngược bất lợi nhất |
lNss |
Loại H, V và S: ≥ 1,42 × lNss |
Do hậu quả của các tham số khác của mạch điện |
|
Loại C: ≥ lNss |
Xem Bảng 6 |
||||
|
Ir |
I R b |
Dòng điện thuận thấp sau khi ngắn mạch dòng điện ngược |
lc |
Không áp dụng |
≈ 0,01 s |
|
r |
R |
Dòng điện ngược sự cố lớn nhất trong các bộ biến đổi điện mắc song song |
lNss |
≥ 1,42 × lNss c |
|
|
s |
R |
Dòng điện thuận ngắn mạch |
INcw |
≥ 1,42 × lNss c |
|
| Chú thích 1: Đối với các trạm điện kéo được trang bị các cuộn san dòng có giá trị cao, trạng thái công suất lớn nhất có thể tương ứng với trạng thái sự cố bất lợi nhất. | |||||
| Chú thích 2: lNss phải được tính toán xác định đối với từng loại tình huống thực tế của mạch điện. Do đó, lNss có thể sẽ khác nhau đối với các loại máy cắt chỉnh lưu R, máy cắt liên thông I và máy cắt đường dây L. | |||||
| a Hệ số ảnh hưởng đến cả lNss và TNC đối với vị trí bị sự cố công suất lớn nhất được lấy vì nguyên nhân thực tế là 0,5. Đối với các giá trị TNc thấp, xem Bảng 2 của tiêu chuẩn TCVN 13936-1:2024.
b Sử dụng máy cắt loại R chỉ khi khách hàng yêu cầu. c Hệ số bằng 1 đối với máy cắt loại C. |
|||||
Bảng 3 – Các chu kỳ nhiệm vụ thử nghiệm
|
Nhiệm vụ |
Đặc tính cắt |
Chu kỳ thử nghiệm |
|
|
f, e, d |
H, V, S a |
Chu kỳ 1 | O – 15 s – CO – 15 s – CO – 60 s – CO |
| Chu kỳ 2 | O – 7 s – CO – 10 s – CO – 60 s – CO | ||
|
C b |
Chu kỳ 3 | O – 10 s – CO c | |
|
ff, fr, r |
H, V, S, C |
O – 15 s – CO – | |
|
I, Ir |
H, V, S, C |
10 lần (O – 120 s – CO) | |
|
S |
H, V, S, C |
Thực hiện trong khoảng 0,25 s | |
| Chú thích 1: O – Thao tác cắt; CO – Thao tác đóng.
Chú thích 2: Đầu tiên tạo ngắn mạch và thực hiện thao tác cắt. |
|||
| a Việc lựa chọn Chu kỳ 1 hoặc Chu kỳ 2 là dành cho khách hàng. Nếu khách hàng không lựa chọn, thì chu kỳ làm việc yêu cầu mặc định là Chu kỳ 1.
b Trong trường hợp là máy cắt loại C, chu kỳ thử nghiệm của nhiệm vụ e và nhiệm vụ d tùy thuộc vào thỏa thuận giữa khách hàng và đơn vị cung cấp. c Chu kỳ tiêu chuẩn là O -10 s – CO. Tuy nhiên, nếu áp dụng phương pháp thử nghiệm ngắn mạch bằng điện xoay chiều thi khoảng thời gian giữa thao tác cắt và thao tác đóng có thể giảm xuống dưới 10 s. |
|||
Các máy cắt được thiết kế phù hợp với nhiều hơn một chu kỳ làm việc phải được thử nghiệm đầy đủ đối với từng chu kỳ; trừ khi có thỏa thuận khác giữa khách hàng và đơn vị cung cấp, các thử nghiệm này phải được thực hiện trên một máy cắt độc lập có thể được duy trì giữa các chu kỳ làm việc. Bất kỳ chu kỳ làm việc nào khác trên cùng một máy cắt phải không được thực hiện trừ khi cho phép có đủ thời gian để làm mát các bộ phận của máy cắt.
Các thử nghiệm phải được thực hiện với các cơ cấu nhả quá dòng nối tiếp ở giá trị cài đặt lớn nhất, ví dụ bốn lần lNe, Ith hoặc Ithe đối với các nhiệm vụ thử nghiệm f, e, ff, fr, và 0,5 lần đối với các nhiệm vụ thử nghiệm r và s.
Đối với các nhiệm vụ thử nghiệm d) và I), máy cắt phải được cài đặt để cắt khi dòng điện đạt đến giá trị duy trì. Đối với nhiệm vụ thử nghiệm d), khi các hằng số thời gian của đường lớn, thao tác cắt phải được kích hoạt ở thời điểm 0,15 s.
5.4 Mạch điện điều khiển
Các mạch điện điều khiển được nhận diện ít nhất bằng các đặc tính sau:
– Điện áp của các mạch điện điều khiển;
– Loại dòng điện (một chiều hoặc xoay chiều);
– Tần số của dòng điện, đối với dòng điện xoay chiều.
Điện áp của nguồn cấp và tần số của nguồn cấp là các giá trị dựa trên các chỉ số về hiệu năng, các đặc tính nhiệt và các đặc tính cách điện của thiết bị.
Trừ khi có quy định khác, điện áp nguồn cấp phải phù hợp với 5.2 của tiêu chuẩn TCVN 13936-1:2024 và điện áp cách điện danh định phải phù hợp với tiêu chuẩn EN 50124-1.
Điện áp nguồn cấp phải nằm trong dải điện áp từ 85 % đến 110 % giá trị điện áp danh định phù hợp với 5.2 của tiêu chuẩn TCVN 13936-1:2024.
Nếu điện áp điều khiển là tương tự như điện áp trong mạch điện chính thì sử dụng các biến tương tự như trong mạch điện chính.
Nhà sản xuất phải đưa ra (các) giá trị của dòng điện cấp điện cho các mạch điện điều khiển ở điện áp danh định. Trong trường hợp các mạch điện điều khiển tạo ra dòng điện không liên tục thì khoảng thời gian tạo ra dòng điện không liên tục phải được quy định.
5.5 Mạch điện phụ và các tiếp điểm phụ
Các mạch điện phụ chủ yếu được xác định bởi một số các tiếp điểm, bằng các giá trị danh định của chúng (dòng điện và điện áp trong thử nghiệm độ tăng nhiệt) và bằng các đặc tính của chúng (thường mở, thường đóng hoặc chuyển mạch). Trừ khi có quy định khác, điện áp danh định phải phù hợp với 5.2 của tiêu chuẩn TCVN 13936-1:2024 và điện áp cách điện danh định phải phù hợp với tiêu chuẩn EN 50124-1.
Khách hàng phải quy định số lượng nhỏ nhất các tiếp điểm phụ cần thiết.
Hệ thống dây phụ nối với mạch điện ở điện áp 1 000 V AC hoặc ở điện áp từ 1 500 V DC trở lên phải được tách biệt về mặt vật lý khỏi những dây dẫn khác nối với mạch điện ở điện áp thấp hơn các giới hạn điện áp này.
Đối với các đặc tính khác của các mạch điện phụ, áp dụng các yêu cầu trong 5.4.
5.6 Cơ cấu nhả
5.6.1 Kiểu loại
Phân loại các cơ cấu nhả, gồm:
– Cơ cấu nhả quá dòng nối tiếp (trực tiếp hoặc gián tiếp),
– Cơ cấu nhả song song,
– Cơ cấu nhả thấp áp,
– Các cơ cấu nhả khác.
5.6.2 Các đặc tính
Các yêu cầu sau đây áp dụng cho các cơ cấu nhả quá dòng trực tiếp hoặc gián tiếp là một phần của máy cắt.
Cơ cấu nhả có thể là nhả tức thời, nhả có thời gian trễ hoặc nhả phụ thuộc vào thời gian hoặc kết hợp cả ba phương thức này. Các đặc tính khác như sau:
a) Đối với các cơ cấu nhả quá dòng (một chiều):
– Kiểu loại (quá dòng trực tiếp hoặc quá dòng gián tiếp);
– Dòng điện danh định;
– Dòng điện cài đặt (hoặc dải dòng điện cài đặt);
– Chiều của dòng điện chính trong trường hợp sử dụng máy cắt một chiều;
– Các đặc tính về thời gian làm việc mà cơ cấu nhả đưa ra cho máy cắt như một hàm của tốc độ tăng dòng điện.
Cơ cấu nhả phải có khả năng chịu được dòng điện này trong các điều kiện thử nghiệm quy định trong Điều 8, mà không làm độ tăng nhiệt vượt quá các giá trị quy định trong Điều 6 của tiêu chuẩn TCVN 13936-1:2024.
Đối với các máy cắt có các cơ cấu nhả có thể thay thế được hoặc điều chỉnh được, giá trị dòng điện cài đặt (hoặc dải giá trị dòng điện cài đặt, nếu có) phải được đưa ra đối với cơ cấu nhả hoặc trên thang cài đặt của cơ cấu nhả. Việc thể hiện có thể bằng ampe hoặc bội số của dòng điện được hiển thị đối với cơ cấu nhả. Khách hàng phải quy định dải giá trị cài đặt yêu cầu. Tỷ lệ giữa giá trị nhỏ nhất và giá trị lớn nhất không được vượt quá tỷ lệ 1:2 trong các điều kiện bình thường.
b) Đối với cơ cấu nhả song song:
– Điện áp danh định;
– Công suất ở điện áp danh định trong một khoảng thời gian quy định.
5.7 Điện áp phóng hồ quang
Nhà sản xuất phải quy định giá trị điện áp phóng hồ quang lớn nhất Ûarc do các thao tác từ máy cắt gây ra khi nó được thử nghiệm theo Điều 8.
Chú thích: Điện áp lớn nhất này là giá trị điện áp đỉnh đo được trong mọi chu kỳ thử nghiệm và không nhất thiết phải xuất hiện dòng điện lớn nhất.
Giá trị này không được vượt quá giá trị của điện áp xung danh định chịu được của thiết bị và không được vượt quá bốn lần giá trị điện áp danh định. Nếu yêu cầu các giá trị điện áp phóng hồ quang thấp hơn thì khách hàng phải quy định các giá trị điện áp này.
6 Yêu cầu về lắp đặt
6.1 Yêu cầu chung
Tất cả các thiết bị đo và các thiết bị kết nối cần thiết để bảo vệ, điều khiển, thao tác chính xác và an toàn thiết bị liên quan phải được cung cấp, cho dù có đề cập cụ thể hay không, trừ khi có thỏa thuận khác giữa nhà sản xuất máy cắt và nhà sản xuất cụm thiết bị đóng cắt. Trừ khi có quy định khác, thiết bị phải được nối đất, cách điện, che chắn hoặc bọc bảo vệ thích hợp để đảm bảo bảo vệ thiết bị và an toàn cho những người có liên quan trong quá trình thao tác và bảo trì thiết bị.
Các mạch điện phụ, các mạch điện điều khiển và các tiếp điểm phải phù hợp với các yêu cầu trong 5.2 của tiêu chuẩn TCVN 13936-1:2024.
6.2 Vật liệu
Không được sử dụng các loại vật liệu có chứa amiăng để sản xuất máy cắt.
Chú thích: Cần đặc biệt chú ý đến khả năng chống ẩm và chống cháy của vật liệu được sử dụng: vật liệu được sử dụng phải là loại có khả năng tự dập lửa để giảm thiểu nguy cơ cháy lan từ tủ điện này sang tủ điện khác. Xem Phụ lục B của tiêu chuẩn TCVN 13936-1:2024.
6.3 Tiếp điểm phóng hồ quang
Các tiếp điểm phóng hồ quang, nếu có, có thể bị hao mòn trong quá trình dập hồ quang phải dễ dàng thay thế.
6.4 Khe hở không khí và chiều dài đường rò
Khe hở không khí và chiều dài đường rò tương ứng không được nhỏ hơn các giá trị được quy định trong Bảng 1 của tiêu chuẩn TCVN 13936-1:2024 và trong Phụ lục D của tiêu chuẩn TCVN 13936-1:2024.
Chú thích: Khe hở không khí và chiều dài đường rò có thể được tăng lên khi xuất hiện các chất bẩn sau một số lần thao tác, xảy ra trong khoảng thời gian sử dụng bình thường giữa các lần làm sạch theo quy trình trong các điều kiện bình thường và ngắn mạch.
Nếu có thể, các đường gân phải được cung cấp để phá vỡ tính liên tục của việc dẫn cặn xảy ra trong quá trình vận hành.
6.5 Các thiết bị kết nối chính
Các máy cắt phải được trang bị các thiết bị kết nối dạng cắm hoặc có thể tháo rời (bắt vít hoặc kẹp), các thiết bị kết nối bằng khớp nối.
6.6 Vị trí của các thiết bị kết nối chính
Đối với các máy cắt không kéo ra được, các đầu cực của các thiết bị kết nối chính phải tiếp cận được với máy cắt ở vị trí làm việc bình thường của nó. Vị trí của các đầu cực phải được thỏa thuận giữa khách hàng và đơn vị cung cấp, trừ khi được quy định trong tiêu chuẩn quốc tế.
Đối với các máy cắt có thể kéo ra được, các đầu cực của các thiết bị kết nối chính phải tiếp cận được trong các điều kiện được quy định trong tiêu chuẩn TCVN 13936-6:2024.
6.7 Đầu cực nối đất
Các khung, cấu kiện và các chi tiết cố định của vỏ kim loại phải được nối với nhau và nối đất thích hợp, được đặt ở vị trí có thể tiếp cận được, để cho phép nối đất.
Chú thích 1: Điều kiện này có thể được đáp ứng bằng các chi tiết kết cấu thông thường, đảm bảo tính liên tục của dòng điện.
Đối với các máy cắt có thể kéo ra được, phải thực hiện nối đất trước khi mở các màng chắn và các màng chắn phải được đóng trước khi ngắt nối đất.
Chú thích 2: Khách hàng có thể yêu cầu thiết bị nối đất chuyên dụng cho mục đích này, Đối với thiết bị nối đất không chuyên dụng, nếu sử dụng bu lông hoặc các chi tiết cố định tương tự để nối đất, trong hướng dẫn bảo trì phải nêu rõ các yêu cầu về làm sạch bề mặt và đảm bảo độ kín khít.
Đầu cực nối đất phải được bảo vệ chống ăn mòn. Ký hiệu nối đất tiêu chuẩn phải được thể hiện rõ ràng.
Đầu cực nối đất phải có khả năng mang dòng điện sự cố nối đất danh định INcwe trong khoảng thời gian 0,25 s.
6.8 Thao tác thủ công để bảo trì
Chú thích: Tay cầm có thể được yêu cầu bởi khách hàng hoặc do đơn vị cung cấp cung cấp để thao tác đóng trong quá trình bảo trì. Tay cầm có thể là loại cố định hoặc loại có thể tháo rời.
Khi cung cấp tay cầm cố định, đảm bảo người vận hành không thể tiếp cận được tay cầm cho đến khi máy cắt được kéo ra hoàn toàn khỏi vỏ, nếu cần thiết, hoặc cho đến khi tất cả các thiết bị kết nối chính được cắt.
6.9 Vỏ của máy cắt
Vỏ của máy cắt phải phù hợp với tiêu chuẩn TCVN 13936-6:2024.
6.10 Độ tăng nhiệt
6.10.1 Các giá trị giới hạn
Nhiệt độ không được tăng quá các giá trị được quy định trong Điều 6 của tiêu chuẩn TCVN 13936- 1:2024.
6.10.2 Mạch điện chính
Mạch điện chính của máy cắt, bao gồm các cơ cấu nhả nối tiếp và các rơle liên kết, phải chịu được dòng điện danh định INe, Ith hoặc Ithe. Mạch điện chính của máy cắt cũng phải tuân thủ chu kỳ tải mà khách hàng quy định, xem Chú thích 2 trong 3.2.5 của tiêu chuẩn TCVN 13936-1:2024.
6.10.3 Mạch điện điều khiển
Các mạch điện điều khiển, cũng như các thiết bị điều khiển, được sử dụng để thao tác đóng và thao tác cắt máy cắt, không được vượt quá các giá trị giới hạn độ tăng nhiệt danh định trong quá trình làm việc của chúng.
6.10.4 Mạch điện phụ
Các mạch điện phụ, cũng như các thiết bị phụ, phải chịu được các dòng điện trong thử nghiệm độ tăng nhiệt (đối với các thiết bị chuyển mạch) hoặc dòng điện làm việc danh định của chúng (đối với thiết bị khác), mà không vượt quá các giá trị giới hạn độ tăng nhiệt danh định.
6.11 Độ bền điện môi
Độ bền điện môi phải phù hợp với các giá trị quy định trong Bảng 1 của tiêu chuẩn TCVN 13936-1:2024.
6.12 Độ bền về điện và độ bền cơ học
Máy cắt phải có khả năng thực hiện một số các thao tác sau đây khi được thử nghiệm theo 7.3.2 và 7.3.3 của tiêu chuẩn TCVN 13936-1:2024:
a) Để kiểm tra độ bền cơ học, không cho dòng điện chạy trong mạch điện chính, các chu kỳ làm việc sau phải được thực hiện:
Máy cắt loại L: 20 000 hoặc 10 000;
Máy cắt loại I và R: 4 000;
Chú thích: Giá trị 20.000 chu kỳ đối với các máy cắt loại L được khuyến nghị khi thực hiện hai hoặc nhiều hơn hai thao tác mỗi ngày.
b) Để kiểm tra độ bền về điện, dòng điện làm việc danh định lNe trong mạch điện chính, các chu kỳ làm việc sau phải được thực hiện:
Máy cắt loại L: 200;
Máy cắt loại I và R: 100.
Thử nghiệm độ bền về điện và độ bền cơ học phải bao gồm việc thực hiện một số chu kỳ làm việc trên trong các nhóm không ít hơn 20 thao tác đóng với khoảng thời gian không lớn hơn 180 s. Đối với các giá trị dòng điện danh định lớn hơn 4 000 A, số nhóm có thể được giảm xuống tùy theo thỏa thuận giữa khách hàng và đơn vị cung cấp.
6.13 Thao tác
6.13.1 Thao tác đóng
Thiết bị đóng, bao gồm các rơle điều khiển phụ, nếu có, phải làm việc chính xác đối với mọi giá trị điện áp của nguồn cấp điện như được quy định trong 5.4 và trong mọi điều kiện làm việc của máy cắt.
6.13.2 Thao tác cắt
6.13.2.1 Yêu cầu chung
Các máy cắt phải có cơ cấu nhả tự do, trừ khi có quy định khác.
Điều này chỉ áp dụng cho các loại rơle nếu các loại rơle này được lắp vào máy cắt.
6.13.2.2 Cắt do rơle quá dòng hoặc cơ cấu nhả quá dòng
Đối với một máy cắt mới, rơle hoặc cơ cấu nhả phải làm việc với độ chính xác tối thiểu là ± 5 % so với điểm làm việc cài đặt, nếu là thiết bị điện tử và ± 10 % so với điểm làm việc cài đặt, nếu là thiết bị điện từ, đối với mọi giá trị của dải giá trị dòng điện.
6.13.2.3 Cắt do cơ cấu nhả song song
Cơ cấu nhả song song phải làm việc chính xác đối với mọi giá trị điện áp nguồn cấp như đã quy định trong 5.4 và giảm thêm 15 % giá trị điện áp làm việc danh định, và đối với mọi điều kiện làm việc của máy cắt lên đến giá trị mà máy cắt có khả năng tự cắt.
6.13.2.4 Cắt do rơle thấp áp hoặc cơ cấu nhả thấp áp
Nếu được cung cấp, rơle thấp áp hoặc cơ cấu nhả thấp áp phải gây ra hiện tượng cắt máy cắt khi điện áp giảm chậm và khi điện áp nguồn nằm trong khoảng từ 70 % đến 35 % giá trị danh định.
Rơle thấp áp hoặc cơ cấu nhả thấp áp không cho phép máy cắt đóng khi điện áp nguồn thấp hơn 35 % điện áp danh định; không được ngăn máy cắt đóng đối với điện áp nguồn bằng hoặc cao hơn 85 % điện áp danh định.
Chú thích: Rơle hoặc cơ cấu nhả do giảm điện áp là loại rơle hoặc cơ cấu nhả thấp áp cụ thể mà điện áp làm việc nằm trong khoảng từ 35 % đến 10 % điện áp nguồn danh định.
6.14 Bảo vệ chống ăn mòn
Thép và các vật liệu khác sử dụng trong thiết bị phải được xử lý chống ăn mòn phù hợp với cấp bảo vệ đã được phê duyệt ngoại trừ các tấm dập hồ quang trong buồng dập hồ quang.
Khách hàng có thể đưa ra chỉ dẫn kỹ thuật riêng của mình, trong trường hợp đó, đơn vị cung cấp phải tuân thủ hoặc đưa ra chỉ dẫn kỹ thuật tương đương.
6.15 Phát thải tiếng ồn
Việc phát thải tiếng ồn từ tất cả các thiết bị phải được giảm thiểu. Mức phát thải tiếng ồn trong quá trình cắt dòng điện làm việc danh định iNe phải do đơn vị cung cấp đưa ra, nếu khách hàng yêu cầu.
6.16 Làm mát
Trừ khi có thỏa thuận khác giữa khách hàng và đơn vị cung cấp, tất cả thiết bị phải được làm mát tự nhiên.
6.17 Điều khiển Servo (nếu có)
Bộ điều khiển servo phải được lắp trên máy cắt hoặc trên kết cấu mà máy cắt cũng được lắp trên đó. Kết cấu này phải được nối đất.
Không được để xảy ra sự cố trong bộ điều khiển servo ngăn việc cắt máy cắt bằng thao tác thủ công, điều khiển điện hoặc điều khiển tự động.
6.18 Các thiết bị khác
Các máy cắt phải có các thiết bị sau:
a) Thiết bị khóa, hoặc bằng điện, hoặc bằng từ hoặc bằng cơ khí;
b) Thiết bị chỉ báo cơ học được kết nối với tiếp điểm chuyển động, hoặc một phương thức tương đương để thể hiện các trạng thái “đóng” và “cắt” của máy cắt. Các ký hiệu “I” và “O” hoặc “ON” và “OFF” phải được sử dụng để thể hiện các vị trí đóng và vị trí cắt tương ứng;
c) Các phương thức nối đất trong kết cấu của máy cắt hoặc thông qua một tiếp điểm chuyển động hoặc thông qua một đầu cực.
Nếu khách hàng quy định, các máy cắt phải có các thiết bị sau:
d) Phương thức đóng thủ công để bảo trì;
e) Bộ đếm thao tác.
Chú thích: Các phương thức này phải được nhà sản xuất cung cấp theo tiêu chuẩn.
Ngoài số lượng các tiếp điểm chuyển mạch phụ cần thiết cho các mạch điện làm việc bình thường của máy cắt, nhà sản xuất phải cung cấp thêm hai tiếp điểm bổ sung cho các mạch điện giám sát và mạch điện điều khiển từ xa. số lượng và loại tiếp điểm ngoài những tiếp điểm trên phải tùy thuộc vào thỏa thuận giữa khách hàng và đơn vị cung cấp.
7 Thông tin và ghi nhãn
7.1 Thông tin
Khách hàng và đơn vị cung cấp phải trao đổi mọi thông tin cần thiết để đảm bảo rằng máy cắt phù hợp với nhiệm vụ dự kiến. Thông tin này được quy định trong Điều 5, và liên quan đến các chỉ số cụ thể hoặc các lựa chọn thay thế đối với các nội dung được quy định trong Điều 6. Bản tóm tắt về thông tin này được nêu ra trong Phụ lục A.
7.2 Ghi nhãn
Từng máy cắt phải được ghi nhãn không thể tẩy xóa.
Các thông tin sau đây phải được in lên trên chính máy cắt hoặc in lên trên một hoặc nhiều biển thông số và gắn với máy cắt đó:
a) Tên của nhà sản xuất hoặc nhãn hiệu thương mại;
b) Tiêu chuẩn viện dẫn tương ứng với tiêu chuẩn quốc gia mà nhà sản xuất công bố phù hợp;
c) Ký hiệu kiểu loại (ví dụ được quy định trong Bảng 1);
d) Ký hiệu số sê-ri;
e) Năm sản xuất;
f) Điện áp danh định UNe;
g) Điện áp nguồn cấp điện phụ danh định và điện áp nguồn cấp điện điều khiển danh định;
h) Dòng điện làm việc danh định/dòng điện thử nghiệm độ tăng nhiệt danh định lNe, Ith hoặc Ithe;
i) Khả năng cắt dòng điện ngắn mạch danh định;
j) Hằng số thời gian của đường danh định TNc;
k) Dòng điện danh định chịu được trong thời gian ngắn INcw nếu có;
l) Các đầu cực đầu vào và các đầu cực đầu ra, trừ khi chúng được kết nối theo một trong hai cách;
m) Đầu cực nối đất, nếu có, bằng ký hiệu;
n) Dải cài đặt cho các cơ cấu nhả (A hoặc V);
o) Phù hợp với các yêu cầu làm việc khác với các yêu cầu được xem là bình thường (xem Điều 4 của tiêu chuẩn TCVN 13936-1:2024) (trên nhãn riêng nếu thuận tiện).
Tất cả các ghi nhãn cần thiết phải được cung cấp cho các mục đích an toàn, nhận dạng, hướng dẫn và thông tin. Các chi tiết đính kèm phải được ghi nhãn.
Số sê-ri và ký hiệu kiểu loại phải dễ thấy sau khi lắp đặt máy cắt khi ở vị trí thử nghiệm. Các dấu hiệu khác phải dễ thấy ít nhất trước khi lắp đặt. Nhà sản xuất có thể lắp một tấm biển thông số bổ sung có chứa các dữ liệu chính về máy cắt trên vỏ của máy cắt.
8 Thử nghiệm
8.1 Yêu cầu chung
Các yêu cầu chung liên quan đến các thử nghiệm được thể hiện trong Điều 7 của tiêu chuẩn TCVN 13936-1:2024.
Chú thích: Đối với các vấn đề về quy trình không được đề cập trong tiêu chuẩn này hoặc trong tiêu chuẩn TCVN 13936-1:2024, có thể tham khảo các tiêu chuẩn Châu Âu hoặc IEC khác về thiết bị tương tự.
Trừ khi có quy định khác, các thử nghiệm phải được thực hiện ở các giá trị dòng điện, điện áp, tần số (nếu có) và áp suất không khí (nếu có) làm việc danh định. Các thử nghiệm này được áp dụng cho máy cắt hoàn chỉnh (mạch điện chính, mạch điện điều khiển và mạch điện phụ) và phù hợp với các giá trị được quy định trong Điều 5.
Các thay đổi trong quá trình thử nghiệm phải nằm trong phạm vi dung sai được quy định trong Bảng 6 của tiêu chuẩn TCVN 13936-1:2024.
8.2 Các thử nghiệm có thể áp dụng và trình tự thử nghiệm
Các thử nghiệm có thể áp dụng được tóm tắt trong Bảng 4 và các thử nghiệm phải được thực hiện theo thứ tự quy định trong Bảng 4 đối với từng nhóm theo trình tự.
Bảng 4 – Danh mục các thử nghiệm có thể áp dụng và trình tự thử nghiệm
|
Nhóm |
Mô tả thử nghiệm |
Loại thử nghiệm |
Tham chiếu |
|
1 |
Các đặc tính làm việc chung |
|
|
| Kiểm tra xác nhận sự phù hợp với các bản về chế tạo và các đặc tính của máy cắt |
Kiểu loại và xuất xưởng |
8.3.1 |
|
| Thao tác cơ học |
Kiểu loại và xuất xưởng |
8.3.2 |
|
| Chịu điện môi |
Kiểu loại và xuất xưởng |
8.3.3 |
|
| Độ tăng nhiệt |
Kiểu loại |
8.3.4 |
|
| Kiểm tra xác nhận khả năng điều chỉnh của các rơle và các cơ cấu nhả |
Xuất xưởng |
8.3.5 |
|
| Độ bền về điện |
Kiểu loại |
8.3.6 |
|
| Độ bền cơ học |
Kiểu loại |
8.3.7 |
|
|
2 |
Ngắn mạch |
Kiểu loại |
|
| Kiểm tra xác nhận đặc tính của máy cắt loại H, V hoặc S |
Kiểu loại |
8.3.8.1 |
|
| Kiểm tra xác nhận đặc tính của máy cắt loại C |
Kiểu loại |
8.3.8.9 |
|
| Kiểm tra xác nhận chịu dòng ngắn mạch của máy cắt chỉnh lưu R |
Kiểu loại |
8.3.9 |
|
| Kiểm tra xác nhận khả năng điều chỉnh của các rơle và các cơ cấu nhả |
Kiểu loại |
8.3.5 |
|
|
3 |
Tìm kiếm các dòng điện tới hạn và chu kỳ thử nghiệm dòng điện thấp |
Kiểu loại |
8.3.10 |
8.3 Thực hiện các thử nghiệm
8.3.1 Kiểm tra xác nhận sự phù hợp với các bản vẽ chế tạo và các đặc tính của máy cắt
8.3.1.1 Kiểm tra xác nhận sự phù hợp với các bản vẽ chế tạo
Máy cắt được thử nghiệm phải tuân thủ tất cả các chi tiết quan trọng trong các bản về của kiểu được đại diện.
8.3.1.2 Đo điện trở của mạch điện chính
Các phép đo điện trở của mạch điện chính phải được thực hiện trên máy cắt ở nhiệt độ môi trường.
Chú thích: Phép đo này được yêu cầu thực hiện trước và sau các phép thử ngắn mạch (xem 8.3.8 và 8.3.9).
8.3.1.3 Đo điện trở của các cuộn dây ở nhiệt độ môi trường
Các phép đo phải được thực hiện ở nhiệt độ môi trường và phải được hiệu chỉnh để đo ở nhiệt độ 35 °C.
8.3.2 Thử nghiệm thao tác cơ học
Thử nghiệm này được thực hiện ở nhiệt độ môi trường phòng thí nghiệm, phù hợp với 7.3.1 của tiêu chuẩn TCVN 13936-1:2024.
Việc kiểm tra phải bao gồm:
– Thao tác cắt máy cắt một lần trong khi thiết bị đóng được cấp điện (thao tác nhả tự do, xem 3.4.11 của tiêu chuẩn TCVN 13936-1:2024) (nếu tính năng này được cung cấp);
– Không đóng được máy cắt khi thao tác đóng được kích hoạt trong khi thiết bị cắt đang thực hiện thao tác cắt.
Thời gian cắt và thời gian đóng phải được kiểm tra xác nhận.
Khi khách hàng yêu cầu, thử nghiệm này được thực hiện lại như là thử nghiệm kiểu loại, đối với các điều kiện làm việc và/hoặc môi trường bất thường (7.3.1 của tiêu chuẩn TCVN 13936-1:2024).
8.3.3 Thử nghiệm điện môi
8.3.3.1 Yêu cầu chung
Thử nghiệm điện môi phải phù hợp với 7.5 của tiêu chuẩn TCVN 13936-1:2024, với các tiêu chí sau.
Thử nghiệm điện môi phải được thực hiện trên máy cắt mới, được lắp đặt như trong các điều kiện làm việc thực tế. Khi kết cấu đỡ của máy cắt được làm bằng vật liệu cách điện, các tấm kim loại phải được đưa vào điểm bắt cố định mô phỏng các điều kiện lắp đặt.
8.3.3.2 Thử nghiệm chịu xung điện áp
Thử nghiệm này là thử nghiệm kiểu loại chỉ dành cho các loại máy cắt có giá trị điện áp UNm trên 2 500 V và thử nghiệm này là thử nghiệm điều tra trong tất cả các trường hợp khác.
Thử nghiệm này phải được thực hiện phù hợp với các yêu cầu trong 7.5.1 của tiêu chuẩn TCVN 13936- 1:2024 cả ở vị trí đóng và vị trí cắt.
8.3.3.3 Thử nghiệm chịu điện áp tần số công nghiệp
8.3.3.3.1 Yêu cầu chung
Thử nghiệm chịu điện áp tần số công nghiệp là thử nghiệm xuất xưởng.
8.3.3.3.2 Mạch điện chính
Thử nghiệm này phải được thực hiện phù hợp với 7.5.2 của tiêu chuẩn TCVN 13936-1:2024 cả ở vị trí đóng và vị trí cắt.
8.3.3.3.3 Mạch điện điều khiển và mạch điện phụ
Điện áp thử nghiệm được tác dụng trong 60 s ở các điều kiện sau:
a) Tác dụng điện áp giữa tất cả các mạch điện phụ và mạch điện điều khiển được kết nối với nhau, thường không được nối với mạch điện chính và khung kim loại của máy cắt;
b) Nếu mạch điện phụ được thiết kế để phân tách hoặc cách ly hoàn toàn về mặt vật lý khỏi các mạch điện phụ còn lại, thì thử nghiệm là giữa mạch điện này và các mạch điện còn lại;
c) Tất cả các thiết bị trước đó đã thử nghiệm đạt yêu cầu thì có thể ngắt kết nối.
Chú thích: Các thiết bị bán dẫn nên được thử ngắn mạch trong quá trình thử nghiệm.
8.3.3.4 Các giá trị thử nghiệm
Các giá trị thử nghiệm hiệu dụng được quy định trong Bảng 1 của tiêu chuẩn TCVN 13936-1:2024.
Mức cần thiết đối với thử nghiệm này giữa các tiếp điểm có thể được chọn ở mức ngay dưới mức cần thiết đối với mạch điện chính và đất. Tương tự, các mức điện áp khác nhau có thể được chọn đối với các mạch điện phụ và mạch điện điều khiển nối đất và giữa chúng với nhau.
Các thử nghiệm lặp lại được thực hiện ở 75 % giá trị điện áp quy định đối với máy cắt mới lần đầu tiên được gửi để thử nghiệm điện môi.
8.3.4 Thử nghiệm độ tăng nhiệt
Các quy định chung liên quan đến các thử nghiệm độ tăng nhiệt được quy định tại 7.4 của tiêu chuẩn TCVN 13936-1:2024. Giá trị độ tăng nhiệt không được vượt quá giá trị độ tăng nhiệt quy định trong Điều 6 của tiêu chuẩn TCVN 13936-1:2024.
Khi trong mạch điện có sự truyền nhiệt lẫn nhau đáng kể giữa mạch điện chính, mạch điện điều khiển và mạch điện phụ thì các thử nghiệm độ tăng nhiệt quy định chi tiết tại 7.4.3 và 7.4.4 của tiêu chuẩn TCVN 13936-1:2024 phải được thực hiện đồng thời.
8.3.5 Kiểm tra xác nhận việc điều chỉnh của các rơle và cơ cấu nhả
8.3.5.1 Rơle quá dòng hoặc cơ cấu nhả quá dòng
Kiểm tra để đảm bảo dòng điện trong máy cắt (theo hướng chính xác trong các máy cắt một chiều) gây ra thao tác cắt trong phạm vi các giá trị giới hạn được công bố trong 6.13.2.2 đối với từng giá trị hiển thị của dải giá trị cài đặt.
Đối với các máy cắt mà thao tác của nó bị ảnh hưởng bởi tốc độ tăng dòng điện, trong vùng lân cận của các giá trị cài đặt, không được vượt quá 200 A/s.
8.3.5.2 Cơ cấu nhả song song và rơle thấp áp hoặc cơ cấu nhả thấp áp
Kiểm tra xem các thiết bị này có gây ra thao tác cắt máy cắt trong phạm vi các giá trị giới hạn được quy định trong 6.13.2.3 và 6.13.2.4 tương ứng hay không.
8.3.6 Thử nghiệm độ bền về điện
Thử nghiệm này là thử nghiệm kiểu loại và được thực hiện trong các điều kiện phòng thí nghiệm.
Quy trình thử nghiệm phải tuân thủ các yêu cầu trong 7.3.2 của tiêu chuẩn TCVN 13936-1:2024. số chu kỳ được thực hiện phải như được quy định trong 6.12.
Thử nghiệm phải được thực hiện trên máy cắt có thiết bị đóng riêng, được cấp điện ở điện áp danh định UNe và trong suốt quá trình thử nghiệm, giá trị độ tăng nhiệt không được vượt quá giá trị quy định trong Điều 6 của tiêu chuẩn TCVN 13936-1:2024.
8.3.7 Thử nghiệm độ bền cơ học
Thử nghiệm này là thử nghiệm kiểu loại và được thực hiện trong các điều kiện phòng thí nghiệm.
Quy trình thử nghiệm phải tuân thủ các yêu cầu trong 7.3.3 của tiêu chuẩn TCVN 13936-1:2024. số chu kỳ được thực hiện phải như được quy định trong 6.12.
Thử nghiệm phải được thực hiện trên máy cắt có trang bị cơ cấu đóng, thiết bị này phải được cấp điện ở điện áp nằm trong phạm vi các giá trị giới hạn được quy định trong 5.2 của tiêu chuẩn TCVN 13936- 1:2024, và thử nghiệm nảy phải được bố trí sao cho giá trị độ tăng nhiệt không được vượt quá giá trị quy định trong Điều 6 của tiêu chuẩn TCVN 13936-1:2024.
Tất cả các chu kỳ làm việc, đối với các máy cắt loại I và loại R, và 4 000 chu kỳ làm việc đầu tiên đối với các máy cắt loại L, phải thực hiện được mà không cần bảo trì; Các chu kỳ làm việc tiếp theo, đối với các máy cắt loại L, có thể được thực hiện đi kèm với công tác bảo trì theo hướng dẫn của nhà sản xuất, nhưng không liên quan đến việc thay thế bất kỳ linh kiện nào.
Máy cắt phải được coi là thử nghiệm đạt yêu cầu nếu sau thử nghiệm, máy cắt có khả năng làm việc bình thường, không cần phải thực hiện bảo trì ngoài việc làm sạch và bôi trơn, hoặc phù hợp với các điều khoản được quy định trong điều này.
8.3.8 Kiểm tra xác nhận khả năng đóng và cắt trong các điều kiện ngắn mạch
8.3.8.1 Kiểm tra xác nhận đặc tính của máy cắt loại H, V hoặc S
Thử nghiệm này được thực hiện ở các giá trị do nhà sản xuất quy định trong 5.3.1 đến 5.3.3 phù hợp với 5.3.4. Thử nghiệm này được xem là đạt yêu cầu nếu các giá trị được báo cáo khác với các giá trị đã công bố trong phạm vi các giá trị giới hạn được quy định trong Bảng 6 của tiêu chuẩn TCVN 13936- 1:2024.
Vì các lý do thực hiện thử nghiệm trong phòng thí nghiệm, các dung sai này có thể được sửa đổi theo thỏa thuận của hai bên.
8.3.8.2 Kiểm tra xác nhận khả năng đóng và cắt trong các điều kiện ngắn mạch và kiểm tra xác nhận đặc tính của máy cắt loại C
8.3.8.2.1 Dung sai của các giá trị thử nghiệm
Thử nghiệm này được thực hiện ở các giá trị do nhà sản xuất quy định trong 5.3.1 đến 5.3.3 phù hợp với 5.3.4. Thử nghiệm được xem là đạt yêu cầu nếu các giá trị được báo cáo khác với các giá trị đã công bố trong phạm vi các giá trị giới hạn được quy định trong Bảng 6 của tiêu chuẩn TCVN 13936-1:2024 ngoại trừ đối với hằng số thời gian. Dung sai của tốc độ tăng dòng điện ban đầu phải là 0 ~ +30 % và do đó dung sai đối với hằng số thời gian là -30 % ~ 0.
Vì các lý do thực hiện thử nghiệm trong phòng thí nghiệm, các dung sai này có thể được sửa đổi theo thỏa thuận của hai bên.
8.3.8.2.2 Các điều kiện thử nghiệm
Máy cắt phải là một cụm lắp ráp hoàn chỉnh. Thiết bị điều khiển, ngoại trừ các động cơ điện điều khiển, phải được cấp điện ở giá trị điện áp nhỏ nhất của thiết bị đó, như được quy định trong 5.4.
Máy cắt nên được thử nghiệm trong một cái vỏ có thể tích và kích thước tối thiểu như nhà sản xuất đã công bố, hoặc trong môi trường không khí mở khi được thiết kế cho mục đích sử dụng tường ngăn, sử dụng các tấm chắn để mô phỏng khoảng cách gần nhất của các tường và tấm di động. Các tấm chắn hoặc tủ điện này phải được làm bằng kim loại và được nổi với khung nối đất của máy cắt. Các tấm chắn và tủ điện có thể được bảo vệ bằng vật liệu cách điện nếu đây là cách mà máy cắt làm việc trong quá trình sử dụng.
8.3.8.2.3 Quy trình
Thử nghiệm, như được quy định trong 5.3.4, bao gồm một số nhiệm vụ cụ thể đối với từng loại máy cắt có chu kỳ làm việc và giá trị cài đặt nhả thích hợp. Từng chu kỳ làm việc được yêu cầu thực hiện một lần và do tính chất nghiêm trọng của thử nghiệm, máy cắt có thể được duy trì giữa các chu kỳ làm việc.
Trong trường hợp áp dụng Chu kỳ 3 trong Bảng 3, chu kỳ thử nghiệm O -10 s – CO phải được thực hiện một lần. Vì các lý do thực hiện thử nghiệm trong phòng thí nghiệm, thời gian giữa thao tác cắt và thao tác đóng có thể nhỏ hơn 10 s theo thỏa thuận của hai bên (Xem Bảng 3, Chú thích b).
Trong trường hợp máy cắt có thể có các ứng dụng như một trong các đầu cực chính của nó được nối với cực dương thì các nhiệm vụ thử nghiệm f), e) và d) (xem Bảng 3) phải được thực hiện lại đối với cả hai thiết bị kết nối.
Sau mỗi nhiệm vụ thử nghiệm, yêu cầu thử nghiệm điện môi phải phù hợp với 7.6.3 của tiêu chuẩn TCVN 13936-1:2024.
8.3.8.2.4 Mạch điện thử nghiệm
Bố trí điển hình của mạch điện thử nghiệm được quy định trong Phụ lục A của tiêu chuẩn TCVN 13936- 1:2024.
Chi tiết về mạch điện thử nghiệm được quy định trong 7.6.1 của tiêu chuẩn TCVN 13936-1:2024. Vì các lý do thực hiện thử nghiệm trong phòng thí nghiệm, phương pháp thử ngắn mạch bằng điện xoay chiều có thể được áp dụng theo thỏa thuận của hai bên (xem Phụ lục B).
Đối với các nhiệm vụ thử nghiệm e) và d), nếu trở kháng không đủ thì có thể được bổ sung thêm vào phía bên phụ tải, và phải thực hiện lại nhiệm vụ thử nghiệm với thiết bị kết nối trực tiếp với đầu cực đối diện. Do đó cả hai đầu cực của máy cắt đều chịu ứng suất nối đất trong quá trình dập tắt hồ quang.
8.3.8.2.5 Hằng số thời gian của mạch điện thử nghiệm
Hằng số thời gian của mạch thử nghiệm như sau (xem Bảng 2).
a) Đối với thử nghiệm sự cố bất lợi nhất, hằng số thời gian của mạch điện phải là giá trị được quy định trong Bảng 6.
b) Đối với công suất lớn nhất, hằng số thời gian của mạch điện phải bằng hoặc lớn hơn 1,5 lần hằng số thời gian danh định TNC (Đối với giá trị thực, xem 5.1.1.3 của tiêu chuẩn TCVN 13936-1:2024).
c) Đối với sự cố ở xa, hằng số thời gian của mạch điện tc phải bằng hằng số thời gian danh định TNc.
d) Đối với thử nghiệm độ bền về điện, hằng số thời gian của mạch điện tc nên được cài đặt là 0,01 s.
e) Đối với thử nghiệm dòng điện tới hạn, hằng số thời gian của mạch điện tc nên càng gần bằng 0,01 s càng tốt.
Khi hiệu chuẩn từng thử nghiệm, phải đo hằng số thời gian của mạch điện thử nghiệm hoặc tốc độ tăng dòng điện ban đầu của mạch điện thử nghiệm. Hằng số thời gian được lấy từ dòng điện thử nghiệm. (Xem dạng sóng hiệu chuẩn 2 trong tiêu chuẩn TCVN 13936-1:2024, Bảng A.2.).
Trong trường hợp áp dụng phương pháp thử nghiệm ngắn mạch bằng điện xoay chiều, nên tham khảo Phụ lục B.
8.3.8.2.6 Điện áp phục hồi
Đối với thử nghiệm này, giá trị trung bình của điện áp phục hồi không được nhỏ hơn giá trị điện áp danh định UNe. Trong trường hợp áp dụng thử nghiệm ngắn mạch đối với điện xoay chiều, có thể áp dụng các điều kiện thử nghiệm quy định trong Điều B.3.
8.3.8.2.7 Chi tiết về việc tiến hành các thử nghiệm
8.3.8.2.7.1 Hiệu chuẩn mạch điện thử nghiệm
Thử nghiệm phải được thực hiện ở giá trị điện áp danh định UNe, được hiệu chuẩn với thiết bị thử nghiệm A được thay thế bằng thiết bị kết nối tạm B có trở kháng không đáng kể đối với mạch điện thử nghiệm.
Điều chỉnh các điện trở R và trở kháng L để đạt được dòng điện ngắn mạch duy trì và hằng số thời gian danh định. Các giá trị này là dành cho dòng điện kỳ vọng và phải là giá trị do nhà sản xuất công bố, nằm trong phạm vi dung sai quy định trong 7.2 của tiêu chuẩn TCVN 13936-1:2024 (xem 8.3.8.1).
Trong trường hợp áp dụng phương pháp thử nghiệm ngắn mạch bằng điện xoay chiều, nên tham khảo Phụ lục B.
8.3.8.2.7.2 Thực hiện các thử nghiệm
Thay thế thiết bị kết nối tạm B bằng thiết bị thử nghiệm A, với các đầu cực của máy cắt được kết nối theo yêu cầu của nhiệm vụ thử nghiệm. Các thử nghiệm này phải phù hợp với 8.3.8.3 và với các điều kiện quy định trong 7.6.2 của tiêu chuẩn TCVN 13936-1:2024.
Sau khi cắt dòng điện, điện áp phục hồi phải được duy trì trong khoảng 0,1 s.
Nếu thử nghiệm được thực hiện như thử nghiệm bằng điện xoay chiều thì thời gian điện áp phục hồi có thể nhỏ hơn 0,1 s theo thỏa thuận của hai bên.
8.3.8.2.7.3 Hoạt động đóng và cắt của máy cắt trong thử nghiệm ngắn mạch
Trong quá trình thử nghiệm, máy cắt phải cắt được dòng điện ngắn mạch; không được đánh lửa trở lại sau khi cường độ dòng điện bằng 0. Dòng điện ngắn mạch phải là dòng điện ngắn mạch danh định.
Máy cắt phải đạt được các giá trị quy định trong Bảng 7.
Bảng 7 – Kiểm tra xác nhận hoạt động của máy cắt khi thực hiện các nhiệm vụ thử nghiệm f, ff và fr
|
Loại |
Thời gian cắt |
Tổng thời gian cắt |
Giá trị dòng điện cài đặt |
Tốc độ tăng ban đầu của dòng điện ngắn mạch |
Dòng điện ngưỡng |
|
|
ms |
ms |
kA |
kA/ms |
kA |
|
c |
Không áp dụng |
Không áp dụng |
Giá trị lớn nhất |
Bằng hoặc lớn hơn giá trị quy định trong Bảng 6 |
Bằng hoặc nhỏ hơn giá trị quy định trong Bảng 6 |
Cầu chì trong thiết bị bảo vệ D không được nổ trong quá trình thử nghiệm.
Dòng điện ngưỡng phải được kiểm tra xác nhận.
8.3.8.2.7.4 Các trạng thái của máy cắt sau khi thực hiện thử nghiệm trên
Các trạng thái của máy cắt phải phù hợp với các trạng thái quy định trong 7.6.3 của tiêu chuẩn TCVN 13936-1:2024.
8.3.8.2.8 Kiểm tra xác nhận đặc tính của máy cắt loại C đối với các nhiệm vụ thử nghiệm f, ff và fr
Trong quá trình thử nghiệm sự cố bất lợi nhất đối với các nhiệm vụ thử nghiệm f, ff và fr, hoạt động của máy cắt thỏa mãn với tiêu chí loại C phải được kiểm tra xác nhận chỉ khi các dòng điện thử nghiệm và các giá trị cài đặt như được quy định trong Bảng 7.
Dòng điện ngưỡng của máy cắt phải như được quy định trong Bảng 7.
8.3.8.3 Các điều kiện thử nghiệm
Máy cắt phải là một cụm lắp ráp hoàn chỉnh. Thiết bị điều khiển, ngoại trừ các động cơ điện điều khiển, phải được cấp điện ở giá trị điện áp nhỏ nhất của thiết bị đó, như được quy định trong 5.4.
Máy cắt nên được thử nghiệm trong một cái vỏ có thể tích và kích thước tối thiểu như nhà sản xuất đã công bố, hoặc trong môi trường không khí mở khi được thiết kế cho mục đích sử dụng tường ngăn, sử dụng các tấm chắn để mô phỏng khoảng cách gần nhất của các tường và tấm di động. Các tấm chắn hoặc tủ điện này phải được làm bằng kim loại và được nối với khung nối đất của máy cắt. Các tấm chắn và tủ điện có thể được bảo vệ bằng vật liệu cách điện nếu đây là cách mà máy cắt làm việc trong quá trình sử dụng.
8.3.8.4 Quy trình
Thử nghiệm, như được quy định trong 5.3.4, bao gồm một số nhiệm vụ cụ thể đối với từng loại máy cắt có chu kỳ làm việc và giá trị cài đặt nhả thích hợp. Từng chu kỳ làm việc được yêu cầu thực hiện một lần và do tính chất nghiêm trọng của thử nghiệm, máy cắt có thể được duy trì giữa các chu kỳ làm việc.
Trong trường hợp máy cắt có thể có các ứng dụng như một trong các đầu cực chính của nó được nối với cực dương thì các nhiệm vụ thử nghiệm f), e) và d) (xem Bảng 2) phải được thực hiện lại đối với cả hai thiết bị kết nối.
Sau mỗi nhiệm vụ thử nghiệm, yêu cầu thử nghiệm điện môi phải phù hợp với 7.6.3 của tiêu chuẩn TCVN 13936-1:2024.
8.3.8.5 Mạch điện thử nghiệm
Bố trí điển hình của mạch điện thử nghiệm được quy định trong Phụ lục A của tiêu chuẩn TCVN 13936-1:2024.
Chi tiết về mạch điện thử nghiệm được quy định trong 7.6.1 của tiêu chuẩn TCVN 13936-1:2024.
Đối với các nhiệm vụ thử nghiệm e) và d), nếu trở kháng không đủ thì có thể bổ sung thêm trở kháng vào phía bên phụ tải, và phải thực hiện lại nhiệm vụ thử nghiệm với thiết bị kết nối trực tiếp với đầu cực đối diện. Do đó cả hai đầu cực của máy cắt đều chịu ứng suất nối đất trong quá trình dập tắt hồ quang.
Đối với máy cắt loại V, nhiệm vụ thử nghiệm d) phải được thực hiện với các trở kháng của mạch điện ở tất cả phía bên phụ tải để ứng suất điốt lăn tự do của máy cắt, sau đó lặp lại với tất cả các trở kháng ở phía nguồn cung cấp để tạo áp suất quá áp các thiết bị hấp thụ.
Nhiệm vụ thử nghiệm e) cũng phải được thực hiện theo cách này nếu máy cắt loại V có thể được đặt ở vị trí có công suất lớn nhất.
8.3.8.6 Hằng số thời gian của mạch điện thử nghiệm
Đối với các sự cố bất lợi nhất, hằng số thời gian của mạch điện thử nghiệm không được đo và được giả định là đúng nếu tỷ số giữa giá trị đỉnh và giá trị ở trạng thái ổn định không nhỏ hơn 1,42. Đối với nhiệm vụ thử nghiệm công suất lớn nhất, hằng số thời gian của mạch điện thử nghiệm không được nhỏ hơn 0,5 lần hằng số thời gian danh định của đường TNc (xem 5.1.1.3 của tiêu chuẩn TCVN 13936-1:2024 về các giá trị thực). Đối với điều kiện sự cố ở xa, hằng số thời gian của mạch điện thử nghiệm tc phải bằng hằng số thời gian danh định của đường TNc. Đối với thử nghiệm độ bền về điện, hằng số thời gian của mạch điện thử nghiệm tc phải bằng 0,01 s và đối với thử nghiệm dòng điện tới hạn, hằng số thời gian của mạch điện thử nghiệm tc phải là giá trị thực tế càng gần 0,01 s càng tốt.
Hằng số thời gian của mạch điện thử nghiệm phải được đo trong suốt quá trình thử nghiệm hiệu chuẩn và phép đo là đo dòng điện thử nghiệm (xem Hình A.2 – Hiệu chuẩn 2 – của tiêu chuẩn TCVN 13936- 1:2024).
8.3.8.7 Điện áp phục hồi
Đối với thử nghiệm điện áp phục hồi, giá trị điện áp phục hồi trung bình không được nhỏ hơn giá trị điện áp danh định UNe.
8.3.8.8 Chi tiết về việc tiến hành các thử nghiệm
8.3.8.8.1 Hiệu chuẩn mạch điện thử nghiệm
Thử nghiệm này phải được thực hiện ở giá trị điện áp danh định UNe, được hiệu chuẩn với thiết bị thử nghiệm A được thay thế bằng thiết bị kết nối tạm B có trở kháng không đáng kể đối với mạch điện thử nghiệm.
Điều chỉnh các điện trở R và trở kháng L để đạt được cả dòng điện ngắn mạch duy trì và hằng số thời gian danh định. Các giá trị này là dành cho dòng điện kỳ vọng và phải là những giá trị do nhà sản xuất công bố, nằm trong dung sai quy định trong 7.2 của tiêu chuẩn TCVN 13936-1:2024 (xem 8.3.8.1).
Trường hợp ngắn mạch yêu cầu giá trị đỉnh thì giá trị này không được nhỏ hơn 1,42 lss.
Chú thích: Giá trị Iss có thể phải được điều chỉnh để đạt được giá trị đỉnh yêu cầu.
8.3.8.8.2 Thực hiện các thử nghiệm
Thay thế thiết bị kết nối tạm B bằng thiết bị thử nghiệm A, với các đầu cực của máy cắt được kết nối theo yêu cầu của nhiệm vụ thử nghiệm. Các thử nghiệm này phải phù hợp với 8.3.8.3 và với các điều kiện quy định trong 7.6.2 của tiêu chuẩn TCVN 13936-1:2024.
Sau khi cắt dòng điện, điện áp phục hồi phải được duy trì trong 0,1 s.
8.3.8.8.3 Hoạt động đóng và cắt của máy cắt trong thử nghiệm ngắn mạch
Trong quá trình thử nghiệm, máy cắt phải cắt được dòng điện ngắn mạch; không được đánh lửa trở lại sau khi cường độ dòng điện bằng 0. Dòng điện ngắn mạch phải là dòng điện ngắn mạch danh định.
Máy cắt phải đạt được các giá trị quy định trong Bảng 5.
Bảng 5 – Kiểm tra xác nhận hoạt động của máy cắt khi thực hiện các nhiệm vụ thử nghiệm f, ff và fr
|
Loại |
Thời gian cắt ms |
Tổng thời gian cắt ms |
Tỉ số Iss và giá trị cài đặt |
Di/dt với t = 0 kA/ms |
|
H |
≤ 5 |
≤ 20 |
≥ 7 |
≥ 5 |
|
V |
≤ 2 |
≤ 4 |
Không áp dụng |
Không áp dụng |
|
S |
≤ 15 |
≤ 30 |
≥ 3,5 |
≥ 1,7 |
| Xem 3.4.7 và 3.4.8 tiêu chuẩn TCVN 13936-1:2024. | ||||
Cầu chì trong thiết bị bảo vệ D không được nổ trong quá trình thử nghiệm.
Dòng điện ngưỡng phải được kiểm tra xác nhận.
8.3.8.8.4 Các trạng thái của máy cắt sau khi thực hiện thử nghiệm trên
Các trạng thái của máy cắt phải phù hợp với các trạng thái quy định trong 7.6.3 của tiêu chuẩn TCVN 13936-1:2024.
8.3.8.9 Kiểm tra xác nhận đặc tính của máy cắt loại H, V hoặc S đối với các nhiệm vụ thử nghiệm f, ff và fr
Trong quá trình thử nghiệm sự cố bất lợi nhất đối với các nhiệm vụ thử nghiệm f, ff và fr, hoạt động của máy cắt phải phù hợp với ký hiệu loại H, V và S chỉ được kiểm tra xác nhận nếu các dòng điện thử nghiệm và các giá trị cài đặt như được quy định trong Bảng 5.
Thời gian cắt và tổng thời gian cắt của từng loại máy cắt phải được quy định trong Bảng 5.
Trong trường hợp các dòng điện thử nghiệm có các giá trị tỷ số và di / dt nhỏ hơn các giá trị yêu cầu trong Bảng 5 đối với từng loại máy cắt trong các thử nghiệm kiểu loại tiêu chuẩn và quy định thời gian cắt và tổng thời gian cắt lớn hơn giá trị yêu cầu thì thử nghiệm cắt độc lập tại giá trị cài đặt của máy cắt giảm, trong phạm vi dải giá trị cài đặt của máy cắt, phải được thực hiện để chứng minh sự phù hợp với thời gian cắt và tổng thời gian cắt yêu cầu của Bảng 5.
8.3.9 Kiểm tra xác nhận hoạt động của máy cắt khi chịu dòng điện trong thời gian ngắn đối với nhiệm vụ thử nghiệm s
8.3.9.1 Các giá trị thử nghiệm
Các giá trị này phải phù hợp với các điều kiện quy định trong 7.7.1 của tiêu chuẩn TCVN 13936-1:2024.
8.3.9.2 Điều kiện thử nghiệm
Thiết bị thử nghiệm phải tuân thủ các điều kiện quy định trong 8.3.8.2 của tiêu chuẩn này và 7.7.2 của tiêu chuẩn TCVN 13936-1:2024.
8.3.9.3 Hoạt động của máy cắt trong quá trình thử nghiệm
Các hoạt động này phải phù hợp với các điều kiện quy định trong 8.3.8.3 của tiêu chuẩn này và 7.7.3 của tiêu chuẩn TCVN 13936-1:2024 (nếu có).
8.3.9.4 Tình trạng của máy cắt sau khi hoàn thành thử nghiệm
Sau khi thử nghiệm, các chi tiết cơ khí và các chi tiết cách điện phải phù hợp với 7.7.4 của tiêu chuẩn TCVN 13936-1:2024 (nếu có).
8.3.10 Tìm kiếm các dòng điện tới hạn và thực hiện nhiệm vụ thử nghiệm I) và Ir)
Tìm kiếm các dòng điện tới hạn là thử nghiệm kiểu loại đối với tất cả các loại máy cắt để cung cấp giá trị dòng điện được sử dụng cho nhiệm vụ thử nghiệm dòng điện thấp I và Ir của Bảng 2.
Phụ lục C của tiêu chuẩn TCVN 13936-1:2024 đưa ra các quy trình tìm kiếm các dòng điện tới hạn.
Đối với máy cắt loại L, nhiệm vụ thử nghiệm I được thực hiện ở giá trị của dòng điện tới hạn lc được tính toán xác định đối với các máy cắt một chiều loại U1 và loại U2 như được mô tả trong Điều C.2 của tiêu chuẩn TCVN 13936-1:2024 đối với các máy cắt hai chiều loại B như được mô tả trong Điều C.3 của tiêu chuẩn TCVN 13936-1:2024.
Đối với các máy cắt loại R và loại I, nhiệm vụ thử nghiệm Ir được thực hiện ở giá trị của dòng điện tới hạn lc được tính toán xác định như được mô tả trong Điều C.3 của tiêu chuẩn TCVN 13936-1:2024.
Chú thích: Các máy cắt loại R có cơ cấu nhả hành trình ngược một chiều và cắt các dòng điện thấp theo chiều thuận.
Phụ lục A
(Tham khảo)
Thông tin được yêu cầu
A.1 Yêu cầu chung
Phụ lục này đưa ra bản tóm tắt các thông tin có thể được sử dụng như là phần hướng dẫn để thực hiện Điều 7.
A.2 Chỉ dẫn kỹ thuật mua sắm
Nên bao gồm các nội dung sau đây, nếu có, trong chỉ dẫn kỹ thuật mua sắm do khách hàng đưa ra để cung cấp các yêu cầu kỹ thuật chính xác cho các hệ thống lắp đặt cụ thể:
a) Các điều kiện làm việc khác so với các điều kiện được xác định là “bình thường” (xem Điều 4 của tiêu chuẩn TCVN 13936-1:2024);
b) Chi tiết về các kiểu loại (bao gồm cả công dụng và phân loại) máy cắt;
c) Dữ liệu được đề cập trong Điều 5 do khách hàng cung cấp;
d) Các tính năng cụ thể liên quan đến Điều 6 và các chi tiết đầu cực;
e) Thông số danh định của dòng điện liên tục của máy cắt và chu kỳ tải;
f) Chu kỳ làm việc thử nghiệm – Chu kỳ 1 hoặc Chu kỳ 2;
g) Dải giá trị hiệu chuẩn và dải giá trị gia tăng đối với các thiết bị bảo vệ quá dòng;
h) Điện áp lớn nhất và nhỏ nhất của nguồn cấp điện phụ;
i) Chi tiết về việc sắp xếp vận chuyển và giao hàng đến công trường bao gồm cả kích thước đóng gói lớn nhất;
j) Các chu kỳ thao tác cơ học thấp hơn đối với máy cắt loại L nếu khách hàng yêu cầu (xem 6.12a)).
A.3 Chỉ dẫn kỹ thuật của nhà sản xuất
Nhà sản xuất phải cung cấp các thông tin sau đây:
a) Nhận dạng
1) Tên của nhà sản xuất hoặc nhãn hiệu;
2) Ký hiệu kiểu loại;
3) Viện dẫn tiêu chuẩn quốc gia tương ứng với tiêu chuẩn này, trong đó nhà sản xuất phải công bố sự phù hợp;
4) Năm sản xuất và số sê-ri;
5) Ghi nhãn nhận dạng tất cả các thiết bị kết nối (chính và phụ).
b) Các đặc tính
1) Xác nhận về kiểu loại, cách sử dụng và nhiệm vụ (xem 5.2b), 5.2 c) và 5.3.4);
2) Sự phù hợp để sử dụng các yêu cầu làm việc khác với bình thường (như được quy định trong Điều 4 của tiêu chuẩn TCVN 13936-1:2024);
3) Các giá trị điện áp danh định UNe;
4) Dải giá trị điện áp mà máy cắt làm việc bình thường;
5) Các giá trị dòng điện danh định ở (các) giá trị điện áp danh định của thiết bị lNe;
6) Hằng số thời gian danh định của đường TNC;
7) Hướng cắt dòng điện, U1, U2 hoặc B;
8) Chu kỳ làm việc thử nghiệm của máy cắt;
9) Loại máy cắt sử dụng, L, I hoặc R;
10) Hạn chế của máy cắt loại V chỉ sử dụng trong trạm điện kéo chỉnh lưu, nếu có;
11) Điện áp phóng hồ quang lớn nhất trong các điều kiện thử nghiệm;
12) Dòng điện trong thử nghiệm độ tăng nhiệt, nếu có Ith, Ithe;
13) Vật liệu làm các tiếp điểm;
14) Điện áp cách điện danh định UNm;
15) Cấp chịu điện áp xung danh định UNi, nếu có;
16) Công suất yêu cầu ở điện áp điều khiển danh định để đóng máy cắt;
17) Công suất yêu cầu ở điện áp điều khiển danh định đối với cuộn dây ngắt song song hoặc thiết bị tương đương;
18) Xác nhận về sự phù hợp với chu kỳ tải do khách hàng quy định;
19) Điện trở trong mạch điện chính của máy cắt;
20) Giới hạn độ tăng nhiệt (xem Điều 6 của tiêu chuẩn TCVN 13936-1:2024) ở dòng điện làm việc danh định trong các chi tiết khác nhau của máy cắt và giới hạn độ tăng nhiệt trong các điều kiện quá tải;
21) Khả năng đóng và/hoặc cắt dòng ngắn mạch danh định ở các nhiệm vụ khác nhau lNss quy định;
22) Thời gian cắt là hàm của tốc độ tăng dòng điện (di / dt);
23) Thời gian đóng;
24) Dòng điện ngưỡng là hàm của tốc độ tăng dòng điện (di / dt);
25) Dòng điện tới hạn;
26) Loại buồng dập hồ quang;
27) Loại máy cắt được thao tác đóng bằng điện, từ tính hay cơ học;
28) Mã IP trong trường hợp có thiết bị đi kèm (theo tiêu chuẩn TCVN 4255);
29) Các đặc tính của rơle bảo vệ quá dòng và cơ cấu nhả bảo vệ quá dòng;
30) Điện áp danh định của (các) mạch điện điều khiển, tần số của (các) dòng điện;
31) Tần số danh định của dòng điện và điện áp nguồn điều khiển, nếu khác với tần số của cuộn dây điều khiển;
32) Áp suất không khí danh định và các giá trị giới hạn sự thay đổi áp suất (đối với các thiết bị được điều khiển bằng khí nén);
33) Khối lượng của máy cắt hoàn chỉnh và của các chi tiết có thể kéo ra được nếu có;
34) Kích thước nhỏ nhất của vỏ và, nếu có, dữ liệu liên quan đến làm mát, áp dụng các đặc tính danh định;
35) Khoảng cách nhỏ nhất giữa máy cắt và các chi tiết kim loại được nối đất đối với các máy cắt được thiết kế để sử dụng mà không có vỏ;
36) Điện áp danh định của mạch điện điều khiển của cơ cấu nhả song song và / hoặc cơ cấu nhả thấp áp (hoặc cơ cấu nhả không có điện áp);
37) Dòng danh định của các cơ cấu nhả quá dòng;
38) Dải giá trị cài đặt của cơ cấu nhả quá dòng;
39) Phương pháp để thay đổi việc hiệu chuẩn dòng điện;
40) Phương pháp cắt;
41) Ảnh hưởng của sự thay đổi nhiệt độ đối với việc hiệu chuẩn dòng điện, nếu có;
42) Loại và công suất tiêu thụ của thiết bị chống đóng cắt lập bập;
43) Loại và công suất tiêu thụ của các rơle xen kẽ;
44) Loại và công suất tiêu thụ của tất cả các thiết bị điều khiển lắp sẵn;
45) Số lượng và loại tiếp điểm phụ và bản chất của dòng điện, tần số danh định (nếu có) và điện áp danh định của các thiết bị chuyển mạch phụ;
46) Giá trị danh định liên tục và khả năng cắt của từng tiếp điểm phụ;
47) Phương pháp lắp đặt máy cắt;
48) Chi tiết về việc bố trí linh hoạt giá đẩy máy cắt, nếu có;
49) Yêu cầu chi tiết về không gian lắp đặt để có thể kéo máy cắt ra khỏi tủ;
50) Thông tin chi tiết về quyền truy cập cần thiết ở phía sau;
51) Khoảng thời gian khuyến nghị của nhà sản xuất đối với việc bảo dưỡng định kỳ (các tiếp điểm, buồng dập hồ quang và toàn bộ máy cắt) có tính đến số lần thao tác ở dòng điện làm việc danh định lNe và dòng điện ngắn mạch lớn nhất lNss.
Chú thích: Các đặc tính trên chỉ được sử dụng khi chúng áp dụng cho một ứng dụng cụ thể.
c) Bản vẽ
1) Bố trí chung và cao độ mặt cắt của máy cắt thể hiện các kích thước tổng thể, không gian cần thiết để tháo buồng dập hồ quang, không gian cần thiết cho các chi tiết cách điện và / hoặc nối đất (nếu có) và không gian cần thiết để kéo máy cắt ra, kích thước vận chuyển lớn nhất, khối lượng vận chuyển và tổng khối lượng ước tính và tải trọng xung kích khi xếp tầng;
2) Sơ đồ điều khiển;
3) Bố trí chung của mọi loại sàn thép và khu vực không được che chắn để nhà thầu hoàn thiện, và chi tiết về phụ tải;
4) Các đặc tính (l2t hoặc thời gian cắt hoặc dòng điện ngưỡng) của máy cắt;
5) Các bản ghi hiện sóng cho thấy hiệu năng của máy cắt trong các điều kiện cắt quy định;
6) Hướng dẫn lắp đặt, vận hành và bảo trì.
Phụ lục B
(Quy định)
Phương pháp thử nghiệm ngắn mạch bằng điện xoay chiều
B.1 Yêu cầu chung
Đối với máy cắt loại C, phụ lục này đưa ra phương pháp thử nghiệm thay thế để thực hiện đóng và cắt trong các thử nghiệm ngắn mạch quy định trong 8.3.8.9.
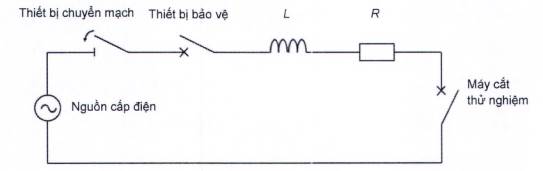
B.2 Mạch điện thử nghiệm
Các điều kiện của thử nghiệm ngắn mạch bằng điện xoay chiều tương ứng với thử nghiệm ngắn mạch bằng dòng một chiều như sau (xem Hình B.1).
Chú dẫn:
L Trở kháng của mạch điện
R Điện trở của mạch điện
Hình B.1 – Mạch điện thử nghiệm
Các dạng sóng điện áp và dòng điện điển hình của thử nghiệm ngắn mạch bằng điện xoay chiều như sau (xem Hình B.2):
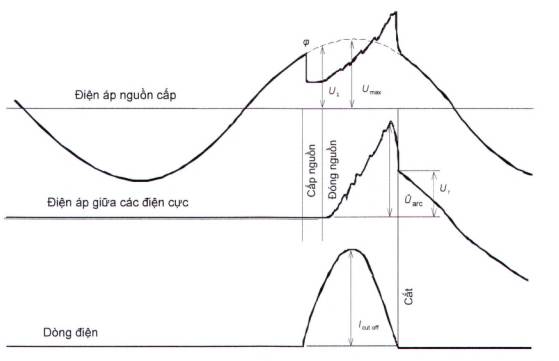
Chú dẫn
| f | Tần số thử nghiệm | Ûarc | Điện áp phóng hồ quang lớn nhất |
| Umax | Giá trị điện áp đỉnh | lcut off | Dòng điện ngưỡng |
| U1 | Điện áp nguồn cấp | φ | Tạo góc mở pha |
| Ur | Điện áp phục hồi |
Hình B.2 – Các dạng sóng điện áp và dòng điện điển hình của thử nghiệm ngắn mạch bằng điện xoay chiều
B.3 Điều kiện thử nghiệm
Các điều kiện của thử nghiệm ngắn mạch bằng điện xoay chiều như sau:
Điện áp nguồn cấp U1
Điện áp U1 tại vị trí cắt của tiếp điểm trong máy cắt phải bằng hoặc lớn hơn điện áp danh định UNe.
Điện áp phục hồi Ur
Điện áp phục hồi Ur phải bằng hoặc lớn hơn điện áp danh định UNe.
Điện trở của mạch điện R
Điện trở của mạch điện R phải bằng hoặc nhỏ hem Umax / lNss + 5%.
Trở kháng của mạch điện L
Trở kháng của mạch điện L phải bằng hoặc lớn hơn U1 / (di / dt).
Tạo góc mở pha φ
– Dạng sóng dòng điện thử nghiệm phải có góc mở pha thỏa mãn các điều kiện sau (xem Hình B.3):
– Dạng sóng của dòng điện thử nghiệm phải bằng hoặc lớn hơn 95 % giá trị dòng điện thử nghiệm ngắn mạch bằng điện một chiều (giá trị tính toán) tại 5 ms sau khi xảy ra ngắn mạch.
– Dạng sóng dòng điện thử nghiệm phải bằng hoặc lớn hơn 100 % giá trị dòng điện thử nghiệm ngắn mạch bằng điện một chiều (giá trị tính toán) tại 10 ms và 15 ms sau khi xảy ra ngắn mạch.
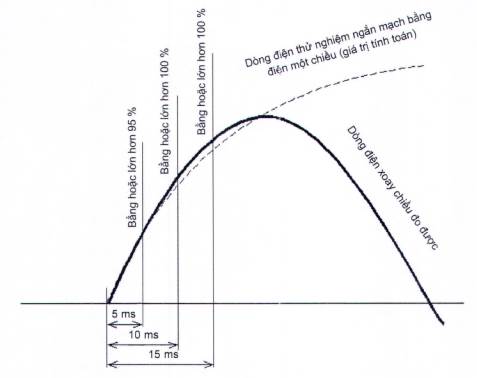
Hình B.3 – Tạo góc mở pha (dạng sóng dòng điện)
Dung sai điều kiện thử nghiệm
Dung sai của các điều kiện thử nghiệm như sau:
a) Tần số f = f0 ± 0,3 Hz.
b) Tạo góc mở pha φ > (φ0 – 3 °).
Trong đó f0 và φ0 là các giá trị tại thời điểm đo các hằng số.
Thử nghiệm chu kỳ làm việc (O – t – CO).
B.4 Phương pháp đo các hằng số của mạch điện
B.4.1 Điện trở của mạch điện R
Điện trở của mạch điện R được đo bằng phương pháp giảm điện áp bằng cách cấp dòng điện một chiều bằng hoặc lớn hơn 50 A vào mạch điện thử nghiệm.
B.4.2 Trở kháng của mạch điện L
Trở kháng của mạch điện L phải là giá trị trở kháng của cuộn cảm L khi giá trị đo thực tế và giá trị tính toán của dòng điện thử nghiệm ngắn mạch bằng điện xoay chiều tương ứng với nhau trong phạm vi ± 5 % trong khoảng từ 5 ms đến 15 ms sau khi xảy ra ngắn mạch (xem Hình B.4).
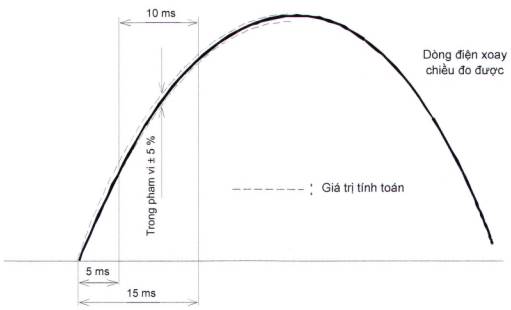
Hình B.4 – Phương pháp đo độ tự cảm của mạch điện L
Công thức tính toán
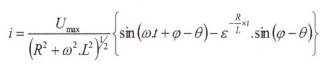
Trong đó:
φ: Tạo góc mở pha
![]()
ω: Tần số thử nghiệm
ω = 2 × π × ƒ
Thư mục tài liệu tham khảo
TCVN 4255:2008 (IEC 60529:2001), Cấp bảo vệ bằng vỏ ngoài (mã IP) (Degrees of protection provided by enclosures (IP Code)
Mục lục
1 Phạm vi áp dụng
2 Tài liệu viện dẫn
3 Thuật ngữ và định nghĩa
4 Yêu cầu và điều kiện làm việc
5 Các đặc tính của máy cắt
5.1 Liệt kê các đặc tính
5.2 Kiểu loại máy cắt
5.3 Các giá trị giới hạn và các giá trị danh định trong mạch điện chính
5.4 Mạch điện điều khiển
5.5 Mạch điện phụ và các tiếp điểm phụ
5.6 Cơ cấu nhả
5.7 Điện áp phóng hồ quang
6 Yêu cầu về lắp đặt
6.1 Yêu cầu chung
6.2 Vật liệu
6.3 Tiếp điểm phóng hồ quang
6.4 Khe hở không khí và chiều dài đường rò
6.5 Các thiết bị kết nối chính
6.6 Vị trí của các thiết bị kết nối chính
6.7 Đầu cực nối đất
6.8 Thao tác thủ công để bảo trì
6.9 Vỏ của máy cắt
6.10 Độ tăng nhiệt
6.11 Độ bền điện môi
6.12 Độ bền về điện và độ bền cơ học
6.13 Thao tác
6.14 Bảo vệ chống ăn mòn
6.15 Phát thải tiếng ồn
6.16 Làm mát
6.17 Điều khiển Servo (nếu có)
6.18 Các thiết bị khác
7 Thông tin và ghi nhãn
7.1 Thông tin
7.2 Ghi nhãn
8 Thử nghiệm
8.1 Yêu cầu chung
8.2 Các thử nghiệm có thể áp dụng và trình tự thử nghiệm
8.3 Thực hiện các thử nghiệm
Phụ lục A (Tham khảo) – Thông tin được yêu cầu
Phụ lục B (Quy định) – Phương pháp thử nghiệm ngắn mạch bằng điện xoay chiều
| TIÊU CHUẨN QUỐC GIA TCVN 13936-2:2024 (IEC 61992-2:2006 WITH AMENDMENT 1:2014) VỀ ỨNG DỤNG ĐƯỜNG SẮT – LẮP ĐẶT CỐ ĐỊNH – THIẾT BỊ ĐÓNG CẮT ĐIỆN MỘT CHIỀU – PHẦN 2: MÁY CẮT MỘT CHIỀU | |||
| Số, ký hiệu văn bản | TCVN13936-2:2024 | Ngày hiệu lực | 02/05/2024 |
| Loại văn bản | Tiêu chuẩn Việt Nam | Ngày đăng công báo | |
| Lĩnh vực |
Giao thông - vận tải |
Ngày ban hành | 02/05/2024 |
| Cơ quan ban hành |
Bộ khoa học và công nghê |
Tình trạng | Còn hiệu lực |
Các văn bản liên kết
| Văn bản được hướng dẫn | Văn bản hướng dẫn | ||
| Văn bản được hợp nhất | Văn bản hợp nhất | ||
| Văn bản bị sửa đổi, bổ sung | Văn bản sửa đổi, bổ sung | ||
| Văn bản bị đính chính | Văn bản đính chính | ||
| Văn bản bị thay thế | Văn bản thay thế | ||
| Văn bản được dẫn chiếu | Văn bản căn cứ |
